Introduction
The fabrication of sheet metal is the most important part of the creation process of a wide range of manufactured items. It involves changing flat sheets of metal into intricate 3D components. Within this discipline, numerous techniques are employed to shape, cut, and join metal. The creation of a sheet metal hem is one of the most fundamental steps within a process, albeit essential. The hem is a fold along the edge of a sheet and while simple, it fulfills multifunctional vital tasks concerning safety, structure, and aesthetics.
To be able to design parts that are functional and engineered to withstand stress, professionals such as engineers, designers, and manufacturers need to grasp the different common types of sheet metal hems, their design considerations, and fabrication methods. This guide will provide you with all the information necessary for effective application and fabrication strategies for avoiding errors and achieving desired outcomes, the types and common uses of sheet metal hems, and more.
What is a Sheet Metal Hem?
A metal sheet metal hem is basically a type of edge treatment that involves bending the edge of a sheet metal part inwards towards the backside. This process entails forming the material usually to an angle of 180 degrees though there are deviations. This technique is used for several purposes such as to enhance the stiffness and strength of the edge, to avoid sharp or raw edges for safety reasons and to give a neat look. The edge that is folded is called a hem. The fold can be more or less geometric and tight depending on the application and the design of the object. Essentially, hemming is a process of bending the edge of the metal while ensuring that it undergoes a plastic deformation that will allow for a proper and strong fold.

Exploring Different Types of Sheet Metal Hems
Different applications necessitate different types of sheet metal hems, each offering unique characteristics and benefits. Understanding these variations is essential for effective design and manufacturing.
Closed / Flat Hem
The closed hem, also known as the flat hem, is used when a neat and strong seam is required. This technique entails folding the material to the extent that the folded flange is in contact with the main surface of the sheet in a 180 degree angle. The fold is normally done with little or no bit of space between the two layers, and this makes the metal edge to be smooth.
This process gives a flat edge profile and enhances the stiffness of the material. The final appearance is smooth, which means that the edges are well polished. However, it also needs a large amount of forming force because of the tight bend, which may exert pressure on the material. The risk of material cracking is higher, particularly for thicker materials (usually used for thicknesses not exceeding 1.5mm or 0.06 inches, depending on the material) or low ductility. In order to fold the material, the tooling used has to be able to handle the pressure that is exerted by the process.
Open Hem
The technique of open hem performs folding of the sheet by 180 degrees, like in closed hem, but maintains an air gap between the flange and the main sheet surface. This gap is made during the forming process by having a larger inside bend radius. It can be used sometimes to accommodate other components or wires.
Resulting in a rounded outer edge is less flat than in the case of a closed hem, which is more gentle and smoother. The open hem requires less forming force, which is beneficial for thick or less ductile material since it minimizes the chances of the material cracking.
However, the presence of the gap leads to slightly less stiffness than in the case of a closed hem. If not sealed or finished properly, the gap could allow moisture or debris to enter in some situations.
Teardrop Hem
The teardrop hem is made by bending the material more than 180 degrees, making the edge of the folded flange to turn inwards and thus giving the cross-section of the hem the shape of a teardrop shape. This makes it different from other hems in terms of their shape.
The inward curl at the edge gives good stiffness and the rounded edge is safe to use. This makes it suitable for materials that are likely to crack under the stress of a closed hem such as some aluminum alloys or harder temper steel. The teardrop hem is used for both the structural support and smooth finishing, but it requires skilled labor for its creation.
However, the unique shape may not always be suitable for the intended design as per the preference of the designer. However, the hemming tool needed for this process may be more elaborate than that needed for the open or closed hemming processes.
Rope Hem
The rope hem can be defined as folding the edge of the material to a specified radius, often embedding a wire or rod in the fold for additional stiffness. It may also refer to a completely rounded hem devoid of an insert which is created solely by folding.
This method forms a large rounded edge profile and this can be further enhanced by the internal reinforcing member. This is increased edge stiffness which presents a smooth and secure profile perfect for handling especially in safety critical applications.
The method can be more complicated and expensive with a wire insert, along with the added bulk to the edge compared to other types of hems.
Rolled Hem / Curling
The rolled hem or curling is similar to the rope hem but does not usually incorporate an insert. It entails bending the sheet metal edge into a circular or near circular roll with the diameter of the roll depending on the use.
In this case, the edge takes on the form of a hollow cylinder, which smooths out sharp edges. The hem gives the material an added stiffness which is beneficial in cases requiring an edge that is reliably safe and secure.
However, the process of creating a rolled hem is more complicated and involves the use of curling dies and increases the thickness of the edge. In some conditions, the hollow structure of the curl may cause the contaminants to be lodged in the structure and this may require some design considerations.
The Step-by-Step Hemming Process Explained
Creating these varied hem profiles requires specific manufacturing processes. The two primary methods employed in modern sheet metal fabrication are traditional die hemming and roll hemming.
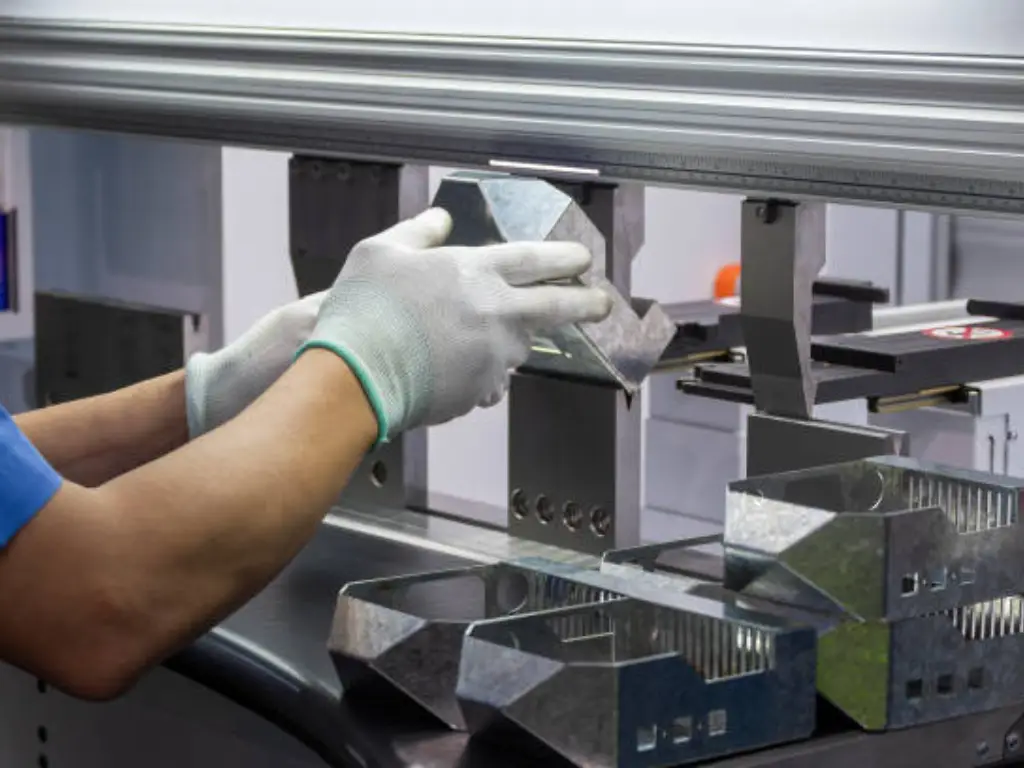
Traditional Die Hemming Process
This conventional method involves the use of a press brake with specific punch and die tools. The process is generally divided into two steps:
Pre-Hemming (Flanging): The edge of the sheet is bent to an acute angle, normally between 30 and 60 degrees using a punch and die. This first bend forms the flange that will be folded later on to form the required shape and size., allowing for the removal of uneven or rough edges.
Final Hemming (Flattening): The part is then repositioned (or different tooling stations are used), and a flattening punch and die apply pressure to fold the pre-bent flange completely over, either flat against the sheet (closed hem) or leaving a specific gap (open hem). A true closed hem is possible only if the press brake can provide enough tonnage for the operation.
Tools: Press brake, hemming punch and die sets (for various types of hems and thickness of the material).
Pros: Suitable for high mass production of relatively simple, straight hems; can create very narrow, closed hems if the correct settings are used.
Drawbacks: Not suitable for intricate curves or edges of varying shapes; expensive in terms of tooling as different tools are needed for each type of hem and thickness; high force can be a problem for fragile or thick materials.
Roll Hemming Process
Roll hemming is more versatile especially when it comes to curved or complex edge shapes which are common in automotive panels or enclosures. Rather than using a single pressing contact, this procedure applies a hemming roller or more rollers to shape the hem incrementally along the edge flange.
Flange Creation: Like die hemming, a flange edge is usually created first and needs to be added throughout the rest of the part and then the remaining parts plastically deformed (usually by a press brake or alternative forming process).
Progressive Rolling: Following this, the workpiece is brought to the roll hemming unit. A continuously controlled robot arm moves the roller along precisely defined paths over the flange, and the roller applies outward force to the flange and over the course of several passes, imparts a gradual bend until the intended hem profile (open, closed, or teardrop) is realized.
Equipment: Roll Hemming Head/Unit with forming rollers, CNC Robot or standalone Roll Hemming Machine for complex and automated paths, Fixturing to hold the part accurately.
Advantages: The contour follows with flexibility complex 2D and 3D curves with greater accuracy; more economically effective per part for low- and medium-volume production or high product variety than dedicated die sets; gentler forming actions can lessen stress on the material compared with die impact flattening.
Barriers: For specific robotic applications, custom programming could be needed; in high volume production, die hemming is less time consuming than simple, straight hemming; robotic systems require considerable funding upfront.

Design Guidelines & Considerations for Perfect Hems
Successfully implementing a hem requires careful consideration during the design phase. Adhering to established guidelines prevents manufacturing issues, ensures part quality, and optimizes cost. Key factors include:
Bend Radius (Inside): For closed hems, the value should be zero but in reality, there can be a small inside radius. For open hems, the radius determines the space. It is advisable to have an inside bend radius (R) not less than the material thickness (T) (R ≥ T) but there are limitations depending on the material. The radii should be consistent across a part to reduce the number of tools required for a specific part.
Minimum Flange Length (Hem Width): The part that has to be folded over must be long enough to allow the tooling to engage and make the hem. A general rule of thumb is that the flange length should be at least four times the thickness of the material plus the bend radius (Length ≥ 4T + R). If the length is not sufficient, the forming may not be complete or the tool may slip off.
Material Properties: Thickness is a determinant of the forming force and the possibility of creating closed hems. Ductility is important; less ductile materials such as harder aluminum alloys, high strength steels are more likely to crack and may require open or teardrop hems rather than closed ones. It is always important to look at the grade and temper of the material.
Springback: All materials undergo elastic deformation when bent (spring back). The material will try to return to the flat state that it was in before it was subjected to the force. This means that the initial angle of bending has to be slightly larger than the final angle (for example, bending beyond 180 degrees to get the final hem of 180 degrees). The degree of springback depends on the type of material, thickness, bend radius and tooling used in the process. Compensation is an important parameter that determines the accuracy of the dimensions.
Bend Relief: In the case where a hem ends close to a perpendicular edge or another feature, stress concentrations may lead to tearing. A bend relief notch (a small cutout, often rectangular or tear-shaped, at the end of the bend line) is useful to avoid tearing of the material during forming because it lets the material to flow more freely. Relief width should be at least T and depth should be greater than the bend radius (Depth > R + T).
Tolerances: Understand achievable tolerances. Hemming tolerances are usually in the range of +/- 1 degree while dimensional tolerances vary with the process and size of the part. It is also important to indicate critical tolerances on the drawings.
Proximity to Other Features: Any holes, slots or other apertures that are placed near the bend line of the hem can become distorted during the forming process. A general rule is to have the edge of such features a minimum distance from the start of the bend (outer tangent line) of at least 2.5 times the material thickness plus the bend radius (Distance ≥ 2.5T + R).
TZR: Your Partner for Quality Sheet Metal Hems
At TZR, we fully appreciate the importance of accurate and high quality hemming of sheets for the success of your project. We are a premier sheet metal fabrication company that specializes in automotive, medical devices, 3D printers, and renewable energy industries and have extensive experience in forming materials such as steel, stainless steel, aluminum, copper, and brass.
In addition to metal forming, TZR provides complete solutions, our teams perform expert DFM analysis to guarantee manufacturability and cost optimization. Our robust quality management system enforces strict inspections throughout the hemming process, verifying dimensional accuracy, angle tolerances, and appearance, ensuring no cracking or deformation.
We maintain high standards of sheet metal production, exceeding ISO, including material inspection, production checks, operating procedures, and testing, with a yield rate of 98%. Collaborate with TZR to get precisely hemmed sheet metal parts that enhance the value and functionality of your product.
Key Applications Across Industries
Sheet metal hems are ubiquitous, and found in products across nearly every industrial sector:
| Industry | Typical Components/Applications | Common Hem Types | Main Functions of Hemming |
| Automotive | Door panels, hoods, trunk lids, structural reinforcements | Roll hemming, closed hems, open hems | Accommodate complex curves, enhance structural strength, provide safe edges |
| Appliances | Casings, doors, internal panels (e.g., washers, fridges, ovens) | Closed hems, open hems | Improve safety, increase rigidity, achieve clean appearance |
| HVAC | Duct sections, connectors | Open hems | Stiffen edges, facilitate joining (often used with other seam types) |
| Electronics Enclosures | Computer cases, server racks, control panels | Closed hems, continuous hems | Strengthen structure, ensure EMI shielding continuity, enhance user safety |
| Architectural Metalwork | Facades, roofing panels, trim, window frames, decorative elements | Custom hems, teardrop, closed/open hems | Improve structural performance and visual appeal |
| Furniture | Metal desks, cabinets, shelving units | Closed hems, open hems | Provide smooth, durable edges for safety and longevity |
The choice of hem type is often driven by the specific demands of the application within these industries – balancing cost, performance, material, and appearance.
Avoiding Common Sheet Metal Hemming Defects
Despite being a standard process, hemming can be susceptible to defects if not performed correctly or if design guidelines are ignored. Awareness of common issues aids in prevention:
Edge Cracking: Often occurs with closed hems in materials with low ductility or if the bend radius is too tight for the material thickness.
Prevention: Select appropriate hem type (open/teardrop for less ductile materials), use adequate bend radius, ensure material quality, consider bend relief.
Waviness or Distortion along the Hem: Can result from uneven pressure during forming, insufficient material support, or internal stresses.
Prevention: Ensure proper tooling setup and alignment, provide adequate part support during forming, adhere to minimum flange length guidelines.
Dimensional Inaccuracy (Incorrect Angle or Hem Width): Frequently caused by inaccurate springback compensation or worn tooling.
Prevention: Accurately calculate or empirically determine spring back for the specific material/process, maintain tooling in good condition, implement in-process quality checks.
Tooling Marks or Scratches: Result from incorrect tool selection, worn or damaged tooling, or excessive forming pressure.
Prevention: Use appropriate, well-maintained tooling with smooth surfaces, optimize forming pressure, consider protective films for sensitive surfaces.
Incomplete Hem Formation: Usually due to insufficient flange length for the tooling to grip or inadequate forming force/stroke.
Prevention: Adhere strictly to minimum flange length design rules, ensure press brake tonnage and stroke are sufficient.
Careful design review, proper material selection, precise process control, and regular equipment maintenance are key to consistently producing defect-free hems.

Conclusion
In summary, the sheet metal hem, though a seemingly minor detail, plays a crucial role in the functionality, safety, and quality of fabricated components. From providing essential edge reinforcement and eliminating hazardous sharp corners to addressing raw sheet metal edges and contributing to a product’s finished appearance, the benefits of correctly implemented hems on the edge of sheet metal are undeniable. Understanding the distinct characteristics of different hem types allows for informed selection based on application requirements. Last but not least, comprehending the nuances of die hemming versus roll hemming processes, and rigorously applying established design guidelines concerning radii, flange lengths, material properties, and tolerances, are fundamental to achieving successful outcomes.