Sheet metal blanking is one of the most common processes in metal fabrication. It cuts flat sheet metal into accurate shapes for further forming or assembly. The process is fast, consistent, and affordable. That’s why it’s ideal for producing many identical parts.
In recent years, manufacturers have demanded tighter tolerances and cleaner edges. This need has driven improvements in blanking technology. Traditional mechanical presses are still used, but servo-driven and precision systems are becoming more popular. Before looking at these newer methods, it helps to understand what blanking is and how it works.

What Is Sheet Metal Blanking?
Sheet metal blanking is a cold cutting process that shapes a flat sheet using a punch and die. The part cut out—the blank—becomes the finished piece. The leftover sheet is usually recycled.
It looks similar to punching, but the purpose is different:
- Blanking: the cut-out piece is the final part.
- Punching: the remaining sheet with holes is used.
Blanking can produce smooth edges and precise dimensions in one press stroke. It also keeps the metal strong because it doesn’t involve heat.
This process usually works with sheet thicknesses from 0.5 mm to 5 mm, though special machines can handle thicker materials. Common materials include mild steel, stainless steel, aluminum, brass, and copper.
How the Blanking Process Works?
Blanking is a controlled cutting action. Each stage affects the edge quality, tool life, and production speed.
Step 1. Material Preparation
Choosing the right material is the first step. Properties like tensile strength, ductility, and grain direction affect how the sheet cuts. The sheets are usually flattened and cleaned before processing. Removing oil, dirt, or oxide buildup helps prevent tool wear and uneven edges.
Step 2. Tool Setup
The main tools are the punch, die, stripper plate, and guide pins. The clearance between punch and die is critical. It controls how clean the cut is and how long the tools last.
A general rule for mild steel is:
Clearance = 5–10% × Sheet Thickness
For tougher materials like stainless steel, use a slightly larger clearance (8–12%) to reduce tool wear.
Step 3. Clamping and Alignment
Before cutting, the sheet must be firmly clamped and aligned. In manual setups, operators use stops and locating pins. In automated systems, servo feeders move the strip into position for each stroke.
Accurate alignment ensures every blank is cut in the right spot. This improves material use and prevents tearing.
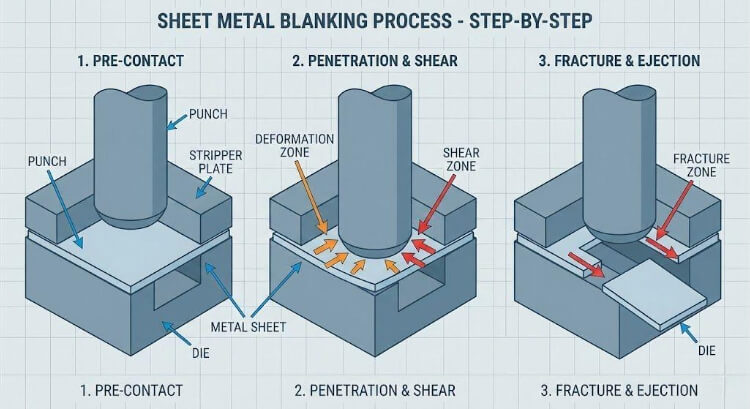
Step 4. Cutting Stroke
Once the press starts, the punch pushes into the metal. The cutting action happens in three stages:
- Elastic Deformation – The sheet bends slightly.
- Plastic Deformation – The metal starts to shear.
- Fracture – The blank separates from the sheet.
Step 5. Inspection and Waste Removal
After cutting, the blanks are checked for size accuracy, burr height, and edge flatness. Automated systems often use laser or vision inspection to measure parts directly on the production line.
Tooling Design Basics
A blanking die is more than a cutting tool — it’s a precision system that defines how the sheet separates.
A typical die set includes the following parts:
- Punch and Die Set – shapes the blank.
- Stripper Plate – removes the cut part from the punch.
- Guide Pins and Bushings – keep everything aligned during operation.
Punch and Die Geometry
The punch shape defines the final blank, while the die opening allows for clearance. Sharp edges make smoother cuts. The clearance determines how much of the edge becomes a silky, burnished zone versus a rough, fractured zone.
Tool Material and Coatings
Common tool materials include D2, SKD11, and tungsten carbide. For hard metals like stainless steel or titanium, coatings such as TiN or AlCrN can extend tool life by two to three times.
Lubrication and Cooling
Lubrication reduces friction and maintains a smooth surface finish. Automated systems use mist sprayers or roller coaters for even coverage. Good lubrication also reduces tool heat, helping maintain edge sharpness.
Types of Blanking Operations
Blanking comes in several forms depending on part design, volume, and production method. Picking the correct one balances cost and output quality.
Conventional Blanking
This is the simplest method. One punch stroke cuts the blank from the sheet. It’s fast and affordable, making it ideal for medium-precision parts such as brackets, washers, and covers. Typical tolerance range: ±0.05–0.1 mm, depending on material and clearance setup.
Progressive Die Blanking
In this method, the sheet strip passes through multiple stages within a single die. Each station performs one action — such as piercing or forming — until the part is entirely made at the final stroke. It’s perfect for high-volume coil-fed production and can produce a part every second.
Compound Die Blanking
Compound dies perform blanking and piercing in the same stroke. This balanced cutting action gives excellent flatness and dimensional accuracy. It’s commonly used for flanges, motor laminations, and precision washers.
Continuous Strip Blanking
Here, a continuous metal coil feeds through the die, cutting one or more parts per stroke. This approach improves efficiency and minimizes waste, especially in automotive clips, electrical terminals, and connectors.
Combination and Secondary Operations
Blanking can be combined with bending, embossing, or coining in one setup. This method turns a simple cutting process into near-finished part production, saving time and improving flatness.
Materials Used for Blanking
| Material | Characteristics | Recommended Clearance | Common Applications |
| Mild Steel | Easy to form and cost-effective | 5–8% t | Brackets, panels |
| Stainless Steel | Strong and corrosion-resistant | 7–10% t | Kitchenware, medical parts |
| Aluminum | Light and soft; can stick to tools | 8–12% t | Housings, heat sinks |
| Copper / Brass | Conductive and clean cutting | 6–9% t | Electrical connectors |
The right material choice helps maintain edge quality and tool life. Different metals behave differently under pressure, so clearance and press force must be adjusted.
Quality Tip: For brittle materials such as 304 stainless steel, align the grain direction with the shortest cut to reduce edge tearing.
Thickness and Force
Most presses handle sheet thickness from 0.5 mm to 6 mm. Thicker sheets need more force, estimated by:
F=L×t×τ
Example:
For a 2 mm thick stainless sheet with a 150 mm perimeter and shear strength of 600 N/mm²:
F=150×2×600=180,000N=180kN
Advantages and Limitations
Sheet metal blanking is known for its speed, accuracy, and low cost in high-volume production. However, like any process, it has its limits. Understanding both helps engineers choose the right approach for each project.
Advantages
High Dimensional Accuracy
Modern blanking presses can reach tolerances of ±0.05 mm or better with well-machined dies. Stable clearance and strong press frames allow consistent quality across thousands of cycles — making blanking ideal for tight-tolerance work in automotive or electronics manufacturing.
Excellent Repeatability and Speed
Once the die is set up, every stroke produces a duplicate of the last part. Cycle times of less than 1 second are standard in coil-fed progressive systems. This repeatability is a key reason blanking remains the core of high-speed stamping lines worldwide.
Low Cost per Unit at Scale
While toolmaking can account for up to 40% of the initial project cost, the per-part price quickly drops as output increases. At production volumes above 50,000 parts, blanking often costs 30–50% less per piece than laser cutting or machining.
Efficient Use of Material
Good die design can reach 90–95% sheet utilization. Scrap is easy to recycle, and automated removal systems help reduce waste and improve sustainability.
Cold Process — No Heat Damage
Blanking cuts metal mechanically, not thermally. This avoids a heat-affected zone (HAZ) and maintains the material’s strength and surface finish, reducing the need for additional polishing or annealing.
Limitations
High Tooling and Setup Cost
Complex dies are expensive to design and machine. For small batches or prototype work, the investment often outweighs the benefits.
Limited Design Flexibility
Each die is made for one shape. Even small design changes can require new tooling or rework, which increases downtime and costs.
Burrs and Edge Deformation
Standard blanking often leaves burrs around 0.03–0.08 mm high. Poor clearance or dull tools can make it worse and require post-processing.
Tool Wear and Maintenance
Tool edges dull over time. Cutting stainless steel or galvanized material wears tools 20–30% faster than mild steel. Regular sharpening and alignment checks are essential to maintain precision.
Noise and Vibration
Mechanical presses can reach sound levels above 85 dB, so operators often need hearing protection or soundproof enclosures.
Common Quality Issues and How to Optimize
Even with a stable setup, blanking performance can decline due to tool wear, misalignment, or uneven material. Detecting problems early helps maintain consistent quality and reduces waste.
1. Burr Formation
Cause:
Too much clearance, dull punches, or weak lubrication.
Fix:
- Keep clearance at 6–10% of sheet thickness.
- Resharpen tools every 100,000–200,000 strokes.
- Use micro-lubrication or dry-film coatings.
- Apply TiCN or AlCrN coatings when working with stainless steel.
2. Die Wear and Misalignment
Cause:
Improper alignment or uneven load during repeated cycles.
Fix:
- Check alignment daily with pins or dowels.
- Add load sensors to monitor unbalanced forces.
- Use carbide or SKD11 inserts for longer runs.
- Track die life and set maintenance schedules.
3. Material Deformation and Edge Roll
Cause:
Thin sheets bending under pressure, excess force, or weak stripping.
Fix:
- Adjust stripper plate pressure.
- Support large blanks with pads.
- Lower stroke speed for thin aluminum.
- Use fine blanking or vacuum systems for sheets thinner than 0.5 mm.
4. Dimensional Drift
Cause:
Tool wear, temperature changes, or uneven material thickness.
Fix:
- Use in-line optical inspection for live feedback.
- Adjust clearance automatically in servo presses.
- Record stroke counts to plan resharpening.
5. Surface Scratches and Poor Lubrication
Cause:
Insufficient oiling or trapped debris between the sheet and the die.
Fix:
- Use roller or mist lubrication for even coating.
- Clean tools frequently to remove chips.
- Use urethane strippers for decorative or brushed stainless parts.
Applications Across Industries
Sheet metal blanking plays a vital role across industries that depend on accurate, lightweight, and consistent metal parts. Because it combines high precision with high speed, it bridges the gap between prototyping and full-scale production.
Automotive Engineering
The automotive industry relies heavily on blanking to produce brake pad back plates, clutch discs, seat brackets, steering locks, and suspension links. Progressive lines can reach speeds of 200 strokes per minute, creating hundreds of identical parts from a single coil.
Fine blanking is especially popular for parts that must meet strict safety and performance standards. It produces smooth, fully sheared edges, which improve fatigue resistance and reduce noise and vibration in brake assemblies.
Electronics and Electrical Equipment
In electronics, precision and conductivity are top priorities. Blanking is used to make motor laminations, shielding frames, terminals, and contact plates from copper and brass. These materials require tight dimensional control to ensure reliable electrical performance.
Modern servo presses can blank thin foils below 0.3 mm for miniature sensors and connectors, maintaining tolerances within ±0.03 mm.
Appliance and Industrial Enclosures
Manufacturers of HVAC units, lighting fixtures, and control panels use blanking to create flat panels, brackets, and frames. The smooth, burr-free edges help speed up assembly and ensure tight sealing when parts are joined.
Automated coil-feeding and stacking systems enable 24-hour production, boosting productivity while reducing labor costs.
Aerospace and Energy Systems
The aerospace and renewable energy sectors demand the highest strength-to-weight ratio.
Blanking is used to form titanium brackets, stainless-steel clamps, and EV battery plates, where precision and clean edges are critical.
Servo-driven presses help control cutting force and prevent micro-cracks, ensuring the parts meet strict reliability standards.

Conclusion
Sheet metal blanking remains one of the most reliable and cost-efficient cutting methods in modern manufacturing. Its ability to produce millions of identical parts with minimal waste makes it essential for industries that demand both quality and speed.
Today’s servo-controlled and sensor-equipped presses bring new precision to the process. With features like real-time monitoring, automatic load adjustment, and energy-saving modes, blanking has evolved into an innovative, data-driven manufacturing system.
Looking for a supplier that can deliver high-precision sheet metal parts at scale? At TZR, our team specializes in servo press blanking, precision tooling, and automated coil-fed production lines — built to meet your tolerance, finish, and delivery requirements. Send us your drawings or specifications today, and our engineers will review them within 24 hours to provide a tailored quote and DFM suggestions.
FAQs
What’s the difference between blanking and stamping?
Blanking is one specific operation within stamping. It cuts out a shape, while stamping can also include bending or forming.
How does blanking compare to laser cutting?
Laser cutting is excellent for short runs or custom parts. Blanking, however, is faster, more repeatable, and cheaper for large volumes. It also causes no heat damage.
Which materials are commonly used for blanking?
Mild steel, stainless steel, aluminum, copper, and brass are the most common. Each material needs its own clearance setting and lubrication type.
How can manufacturers improve efficiency?
Upgrading to servo presses, optimizing nesting layouts, and implementing predictive maintenance can improve productivity and extend tool life.