Poiché le industrie richiedono tolleranze più strette, superfici più lisce e una produzione più rapida, la tranciatura tradizionale non è più in grado di soddisfare tutte le esigenze. La tranciatura fine è diventata un metodo di taglio di precisione che combina l'accuratezza della lavorazione con la velocità dello stampaggio.
Questo processo crea pezzi con bordi lisci e privi di bave e dimensioni costanti, spesso senza bisogno di ulteriori finiture. Svolge un ruolo importante nei componenti automobilistici, nei componenti elettrici e nei macchinari industriali, dove sono importanti sia la precisione che l'efficienza.
In questo articolo spiegheremo cos'è la tranciatura fine, come si differenzia dallo stampaggio standard e perché ingegneri e acquirenti la scelgono sempre più spesso per i pezzi di alta precisione.

Che cos'è la tranciatura fine?
La tranciatura fine è un processo di formatura del metallo ad alta precisione utilizzato per tagliare e modellare la lamiera in pezzi con bordi lisci e diritti e tolleranze ristrette.
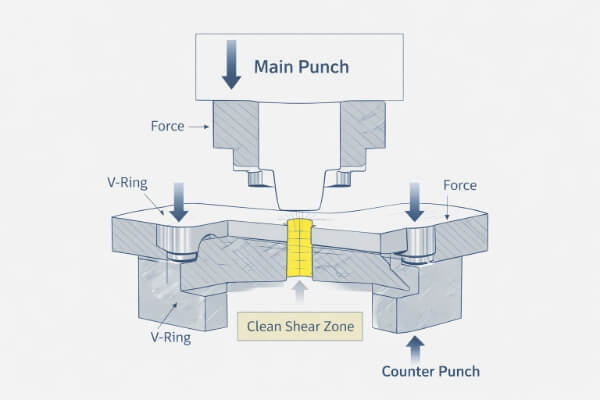
Prima di iniziare il taglio, la lamiera viene bloccata saldamente sia dall'alto che dal basso all'interno di una pressa per tranciatura fine. Un anello a forma di V preme sul metallo intorno alla zona di taglio, tenendolo saldamente in posizione. Allo stesso tempo, un contropunzone spinge verso l'alto dal basso, mentre il punzone principale si muove verso il basso dall'alto.
Il metallo viene compresso da tutte le direzioni in modo così stretto da non potersi piegare, allungare o strappare. Al contrario, viene tranciato in modo netto in tutto il suo spessore, producendo un bordo piatto e privo di bave che spesso non necessita di ulteriori finiture.
Come la tranciatura fine si differenzia dalla tranciatura tradizionale?
Sia la tranciatura fine che lo stampaggio utilizzano un punzone e una matrice per tagliare le lamiere. Tuttavia, la meccanica, il controllo della pressione e i risultati sono molto diversi.
| Caratteristica | Timbratura tradizionale | Tranciatura fine |
| Meccanismo di taglio | Taglio + frattura | Taglio completo in compressione |
| Spazio per gli stampi | 5-10% di spessore della lastra | 0,5-1% di spessore della lastra |
| Superficie del bordo | Ruvido, con zona di frattura | Liscio, 100% tranciato |
| Altezza della bava | 0,05-0,2 mm | <0,01 mm |
| Precisione dimensionale | ±0,05-0,10 mm | ±0,01-0,03 mm |
| Post-elaborazione | Spesso richiesto | Di solito non è richiesto |
Timbratura tradizionale produce bordi con zone di frattura visibili. La tranciatura fine, invece, mantiene il materiale in compressione durante il taglio. In questo modo si evitano le fessure e si ottiene un bordo completamente liscio.
Il ruolo del controllo della pressione a tripla azione
La tranciatura fine si basa su un sistema di pressatura a tripla azione, che applica la forza da tre direzioni contemporaneamente:
- Supporto vuoto (anello a V) - blocca il foglio in modo stabile e impedisce il movimento laterale.
- Contropugno - spinge verso l'alto per bilanciare la forza del punzone ed evitare il rigonfiamento.
- Pugno principale - si sposta verso il basso per eseguire il taglio completo.
Queste forze combinate mantengono la lastra in compressione uniforme. In questo stato, il materiale si comporta come una massa solida e plastica, consentendo un taglio netto senza crepe.
Quando l'impostazione è regolata correttamente, il risultato è un pezzo con una planarità inferiore a 0,05 mm e un'altezza della bava inferiore a 10 micron: un livello di precisione che la tranciatura standard non può raggiungere.
Qualità della superficie e vantaggi prestazionali
I bordi lisci della tranciatura fine offrono molto di più di un semplice aspetto estetico. Migliorano le prestazioni dei pezzi in diversi modi:
- Migliore vestibilità e assemblaggio - le parti si allineano perfettamente senza spazi vuoti.
- Maggiore resistenza alla fatica - nessuna piccola crepa lungo i bordi.
- Riduzione dell'attrito nelle parti in movimento - Le superfici più lisce riducono l'usura.
- Miglioramento della tenuta - ideale per le piastre dei sistemi idraulici o pneumatici.
Passo dopo passo: come funziona la tranciatura fine
Il processo di tranciatura fine comprende tre fasi principali:
Serraggio e sigillatura
Il supporto del fustellato blocca il foglio in posizione per definire l'area di taglio e impedire il movimento laterale.
Applicazione della contropressione
Il contropunzone spinge verso l'alto, di solito 30-70% della forza del punzone principale, per stabilizzare il foglio e garantire una tranciatura pulita.
Punzonatura ed espulsione
Il punzone principale taglia completamente il foglio. Il pezzo finito viene quindi spinto fuori senza problemi con un bordo pulito.
Perché la selezione del materiale definisce il successo della tranciatura fine?
Il successo della tranciatura fine dipende sia dalla configurazione della macchina che dal materiale utilizzato. Questo processo funziona comprimendo il metallo sotto una pressione molto elevata, quindi il materiale deve essere sufficientemente morbido e duttile da potersi deformare senza incrinarsi.
| Tipo di materiale | Spessore tipico (mm) | Note |
| Acciaio a basso tenore di carbonio (C10-C20) | 1.0-10.0 | Facile da formare, bordi lisci, prezzo accessibile |
| Acciaio inox (304, 430) | 0.5-6.0 | Resistente alla ruggine, richiede una forza di taglio maggiore |
| Leghe di alluminio (5052, 6061) | 0.5-5.0 | Facile da tagliare, ideale per applicazioni leggere |
| Rame e ottone | 0.3-4.0 | Morbido, conduttivo, necessita di una lubrificazione pulita |
La durezza migliore per il materiale è inferiore a HB 250. Quando si lavora con acciai ad alta resistenza, il trattamento termico di distensione o le presse servocontrollate possono ridurre le cricche.
Il ruolo della struttura dei grani e della microcoerenza
La tranciatura fine richiede che il metallo fluisca uniformemente quando viene compresso. I metalli con grani grossi o superfici indurite resistono a questo flusso, che può portare a bordi ruvidi o piccole crepe.
- Lamiere laminate a freddo o ricotte di solito le prestazioni sono migliori.
- Acciai temprati possono richiedere forme diverse di utensili o rivestimenti superficiali per evitare danni agli utensili.
- Microstruttura non uniforme può spostare la linea di taglio o ridurre la zona di taglio liscia.
Progettazione per la tranciatura fine (DfFB): Regole di geometria pratica
Progettare per la tranciatura fine significa aiutare il processo a funzionare senza problemi, anziché spingerlo ai limiti. La geometria del pezzo influisce sulla durata dello stampo, sulla stabilità del taglio e sulla qualità della finitura superficiale.
1. Raggi d'angolo
Evitare gli angoli vivi. Utilizzare un raggio interno minimo di 0,5 × lo spessore della lastra per distribuire uniformemente le sollecitazioni ed evitare crepe.
2. Spaziatura dei fori e distanza dai bordi
Mantenere i fori ad almeno 1,5-2 volte lo spessore della lastra dal bordo più vicino. Questa distanza impedisce la deformazione e mantiene la pressione uniforme.
3. Spessore della parete e design del nastro
Mantenere almeno 1,5 × lo spessore della lastra tra fori vicini o sezioni sottili. Le aree più sottili possono piegarsi o distorcersi sotto pressione.
4. Direzione della bava e facce funzionali
Anche se la tranciatura fine produce bave più piccole di 0,01 mm, è meglio posizionare il lato della bava lontano dalle superfici di tenuta o di assemblaggio. In questo modo si risparmia tempo di lucidatura e si migliorano le prestazioni.
5. Integrazione della formatura e del conio
La tranciatura fine può includere anche la formatura leggera o la coniatura in un'unica corsa della pressa. Progettare sempre transizioni morbide e caratteristiche curve per ridurre lo stress dell'utensile.
Tolleranze e pianificazione dimensionale
La tranciatura fine può raggiungere ripetutamente tolleranze di ±0,01-0,03 mm, a seconda del tipo e dello spessore della lamiera. Per le aree molto critiche, come i fori dei cuscinetti o le parti scorrevoli, sono comuni tolleranze di ±0,01 mm. La planarità è solitamente compresa entro 0,05 mm per lamiere di larghezza fino a 200 mm.
Tuttavia, non tutte le caratteristiche necessitano di questo livello di precisione. Tolleranze troppo strette aumentano l'usura degli utensili e i costi di produzione senza migliorare la funzionalità. I progettisti dovrebbero stabilire tolleranze strette solo per gli elementi chiave e utilizzare tolleranze meno rigide altrove.
Linea guida raccomandata:
- Aree di adattamento critiche → ±0,01 mm
- Forme generali → ±0,05 mm
- Planarità → ≤ 0,05 mm
Perché l'utensileria definisce la precisione di tranciatura fine?
Nella tranciatura fine, il set di stampi è il fulcro della precisione. La pressa fornisce potenza e controllo, ma è l'utensileria a garantire precisione, coerenza e qualità dei pezzi.
Anatomia di uno stampo per tranciatura fine
Una matrice di tranciatura fine è costituita da diversi componenti ben assemblati che lavorano insieme per controllare il taglio:
- Inserto per punzoni e stampi - Questi sono gli utensili da taglio principali, solitamente realizzati in acciaio ad alta velocità (HSS) o in carburo di tungsteno e temprati a 60-64 HRC per una lunga durata.
- Anello a V (anello di serraggio) - Questo anello seghettato preme sul foglio intorno al bordo di taglio, trattenendo saldamente il materiale per impedire il flusso laterale.
- Contropugno - Spinge verso l'alto con 30-70% della forza del punzone principale, mantenendo il metallo stabile e garantendo un taglio netto.
- Colonne di guida e boccole - Mantenere le metà superiore e inferiore dello stampo perfettamente allineate durante ogni corsa.
- Perni di espulsione - Spingere il pezzo finito verso l'esterno senza graffiare o piegare i bordi.
Approfondimento ingegneristico:
Lo spazio tra il punzone e la matrice nella tranciatura fine è di soli 0,5-1% dello spessore della lamiera. La tranciatura standard utilizza 5-10%. Il raggiungimento di questa precisione richiede una rettifica fine, una lappatura e un trattamento termico accurato.
Produzione e manutenzione di strumenti di tranciatura fine
La costruzione di uno stampo di tranciatura fine comporta la lavorazione CNC, il taglio ad elettroerosione, la rettifica di precisione e il montaggio manuale per ottenere tolleranze di livello micron. Le superfici critiche sono spesso lucidate a Ra 0,1 µm o superiore. Dopo l'assemblaggio, l'utensile viene testato con diverse corse di prova per verificare il bilanciamento della pressione e la qualità del bordo.
Poiché la tranciatura fine è sottoposta a una forza elevata, gli utensili si usurano lentamente con l'uso. Per mantenere prestazioni stabili, ogni stampo segue un programma di manutenzione pianificato in base al numero di corse o alla durezza del materiale.
Piano di manutenzione tipico:
- Ispezione: ogni 100.000-200.000 ictus
- Piccola riaffilatura: dopo 300.000-500.000 colpi
- Revisione importante o modifica dell'inserto: dopo 1-3 milioni di colpi
Con una cura adeguata e una buona lubrificazione, una matrice di tranciatura fine può durare oltre 5 milioni di corse. Molte fabbriche moderne utilizzano contatori di corse digitali e sensori di usura per monitorare le condizioni degli utensili e pianificare la manutenzione in anticipo, riducendo i tempi di fermo imprevisti.
Dove la tranciatura fine eccelle nel mondo reale della produzione?
La tranciatura fine si è trasformata da un processo di nicchia in una soluzione di taglio di precisione fondamentale in diversi settori industriali. Offre bordi puliti, superfici piane e tolleranze ristrette, rendendola ideale per i componenti metallici in cui la qualità della superficie influisce direttamente sulle prestazioni.
Industria automobilistica
L'industria automobilistica utilizza la tranciatura fine più di qualsiasi altro settore. Molti componenti critici per la sicurezza si affidano alla sua capacità di creare superfici lisce e prive di bave con una precisione ripetibile. Esempi comuni sono:
- Parti dei freni come le piastre di supporto e le leve, dove i bordi lisci migliorano l'attrito del pattino.
- Piastre della frizione e segmenti dell'ingranaggioche necessitano di forme precise dei denti e di un controllo dello spessore.
- Parti di regolazione del sedile e sistemi di chiusuradove la coerenza dimensionale garantisce un'affidabilità a lungo termine.
- Componenti dello sterzo e delle sospensionidove la resistenza e la planarità dei bordi migliorano la durata e la sicurezza.
Apparecchiature industriali ed elettriche
Nella produzione industriale ed elettrica, la tranciatura fine è spesso scelta per pezzi piccoli e dettagliati che richiedono accoppiamenti stretti o superfici di contatto precise. Ne sono un esempio:
- Leve degli interruttori, connettori dei terminali e piastre dei relè che necessitano di prestazioni elettriche affidabili.
- Piastre per valvole idrauliche, dove i bordi lisci e piatti garantiscono una corretta tenuta.
- Staffe e cerniere di precisione per sistemi di automazione o assemblaggio.
Applicazioni emergenti nei veicoli elettrici e nei dispositivi medici
Nuovi settori industriali stanno scoprendo il valore della tranciatura fine, in quanto i progetti diventano sempre più compatti e orientati alle prestazioni.
- In veicoli elettriciViene utilizzato per realizzare sbarre, piastre di connessione per batterie e supporti di montaggio, dove la conduttività e la precisione sono fondamentali.
- In dispositivi medici, consente di realizzare parti di impianti, staffe miniaturizzate e strumenti chirurgici con un'elevata finitura superficiale e biocompatibilità.
- In aerospazialeLa tranciatura fine produce chiusure per sedili, telai di bloccaggio e staffe leggere che combinano resistenza, leggerezza e stretto controllo dimensionale.
Vantaggi della tranciatura fine
La tranciatura fine colma il divario tra lo stampaggio tradizionale e la lavorazione di precisione. I suoi vantaggi includono:
| Vantaggio | Descrizione |
| Alta precisione dimensionale | Tolleranza tipica di ±0,01-0,03 mm per un montaggio perfetto. |
| Bordi lisci e senza bave | La zona di taglio 100% elimina la necessità di sbavare o rettificare. |
| Integrità dei bordi | Il taglio a compressione evita le microcricche, migliorando la durata a fatica. |
| Ripetibilità costante | Il serraggio stabile e l'allineamento degli stampi garantiscono pezzi uniformi su lunghe tirature. |
| Efficienza dei costi in volume | Elimina le fasi di lavorazione aggiuntive, riducendo il costo totale di produzione. |
| Flessibilità del design | Supporta forme complesse e livelli multipli in un unico tratto. |
Limitazioni e sfide ingegneristiche
Sebbene la tranciatura fine offra una precisione eccellente, non è l'ideale per ogni situazione. Conoscere i suoi limiti aiuta gli ingegneri a scegliere il metodo giusto per ogni progetto.
Elevati investimenti in utensili e presse
Le presse per tranciatura fine sono più complesse e combinano sistemi idraulici e meccanici per un controllo a tripla azione. Il costo iniziale per l'allestimento e gli stampi è superiore a quello della tranciatura standard.
Limiti di durezza del materiale
Il processo funziona al meglio con i materiali duttili inferiori a HB 250. Acciai più duri possono causare un'usura precoce degli utensili o tagli incompleti. Le moderne presse servoassistite e gli utensili rivestiti possono gestire materiali più duri, ma a costi più elevati.
Vincoli di spessore
La tranciatura fine viene generalmente utilizzata per lastre di spessore fino a 10 mm. Al di là di questo valore, diventa difficile mantenere una contropressione uniforme.
Meno flessibile per i piccoli lotti
Poiché gli stampi sono costruiti su misura, la tranciatura fine è più economica per le medie e grandi produzioni.
Necessità di installazione e manutenzione qualificata
L'allineamento dell'utensile, la lubrificazione e il controllo della pressione richiedono operatori qualificati. Un'impostazione inadeguata può causare la deformazione dei bordi o ridurre la durata dell'utensile.
Conclusione
La tranciatura fine è più di un metodo di taglio: è un sistema di produzione di precisione che offre accuratezza, coerenza e controllo dei costi. Utilizzando la tranciatura a compressione e l'utensileria ad alta pressione, crea pezzi di qualità pari alla lavorazione meccanica alla velocità dello stampaggio.
Se il vostro progetto richiede tolleranze strette, bordi lisci e una consistenza affidabile dei pezzi, la tranciatura fine potrebbe essere la scelta giusta. Il nostro team di ingegneri può aiutarvi a scegliere i materiali, a perfezionare il progetto e a sviluppare un piano di attrezzaggio economicamente vantaggioso. Contattateci oggi stesso per esaminare il vostro progetto ed esplorare soluzioni di tranciatura fine su misura per le vostre esigenze.
Domande frequenti
Qual è lo spessore del materiale migliore per la tranciatura fine?
La tranciatura fine gestisce tipicamente spessori di lastre da 0,5 mm a 10 mm, a seconda del materiale e della capacità della pressa. Le lastre sottili (inferiori a 1 mm) possono ottenere bordi molto puliti, mentre quelle più spesse richiedono presse più potenti e un controllo più stretto della contropressione.
Quanto sono precisi i pezzi tranciati fini rispetto a quelli lavorati?
La tranciatura fine può raggiungere tolleranze dimensionali di ±0,01-0,03 mm, che si avvicinano alla precisione della lavorazione CNC. Mentre i pezzi lavorati a macchina possono offrire una maggiore flessibilità nei contorni complessi, i pezzi tranciati fini mantengono questa precisione in alti volumi di produzione con variazioni minime.
Quali materiali funzionano meglio?
I materiali che offrono una buona duttilità e una struttura a grana fine sono i più adatti. Le scelte più comuni includono:
- Acciai a basso tenore di carbonio (C10-C20) per i componenti industriali e automobilistici in generale.
- Acciai inossidabili (304, 430) dove è necessaria la resistenza alla corrosione.
- Leghe di alluminio (5052, 6061) per applicazioni leggere.
- Rame e ottone per le parti elettriche e decorative.
Quanto dura una matrice di tranciatura fine?
Una matrice di tranciatura fine di alta qualità può durare da 1 a 3 milioni di colpi e, in caso di buona manutenzione, anche oltre 5 milioni di colpi. L'ispezione e la lucidatura di routine dei bordi dei punzoni, la lubrificazione adeguata e la pulizia costante sono essenziali.