
La tranciatura della lamiera è uno dei processi più comuni nella fabbricazione dei metalli. Taglia la lamiera piatta in forme precise per la successiva formatura o assemblaggio. Il processo è veloce, coerente e conveniente. Per questo è ideale per produrre molti pezzi identici.
Negli ultimi anni, i produttori hanno richiesto tolleranze più strette e bordi più puliti. Questa esigenza ha spinto a migliorare la tecnologia di tranciatura. Le presse meccaniche tradizionali sono ancora utilizzate, ma i sistemi di precisione e servoassistiti stanno diventando sempre più popolari. Prima di esaminare questi nuovi metodi, è utile capire cos'è e come funziona la tranciatura.

Che cos'è la tranciatura della lamiera?
La tranciatura della lamiera è un processo di taglio a freddo che modella una lamiera piatta utilizzando un punzone e una matrice. La parte tagliata - il pezzo grezzo - diventa il pezzo finito. La lamiera avanzata viene solitamente riciclata.
Sembra simile a punzonaturama lo scopo è diverso:
- Oscuramento: il pezzo ritagliato è la parte finale.
- Punzonatura: si utilizza il foglio rimanente con i fori.
La tranciatura può produrre bordi lisci e dimensioni precise in un solo colpo di pressa. Inoltre, non comportando l'uso di calore, mantiene il metallo resistente.
Questo processo funziona solitamente con lamiere di spessore compreso tra 0,5 mm e 5 mm, anche se macchine speciali possono gestire materiali più spessi. I materiali più comuni sono l'acciaio dolce, l'acciaio inox, l'alluminio, l'ottone e il rame.
Come funziona il processo di tranciatura?
La tranciatura è un'azione di taglio controllata. Ogni fase influisce sulla qualità del bordo, sulla durata dell'utensile e sulla velocità di produzione.
Fase 1. Preparazione del materiale
La scelta del materiale giusto è il primo passo. Proprietà come la resistenza alla trazione, la duttilità e la direzione della grana influenzano il taglio della lastra. Le lastre vengono solitamente appiattite e pulite prima della lavorazione. La rimozione di olio, sporco o accumuli di ossido aiuta a prevenire l'usura degli utensili e i bordi irregolari.
Passo 2. Impostazione dello strumento
Gli strumenti principali sono il punzone, la matrice, la piastra di spellatura e i perni di guida. Il gioco tra punzone e matrice è fondamentale. Controlla la pulizia del taglio e la durata degli utensili.
Una regola generale per l'acciaio dolce è:
Spazio libero = 5-10% × spessore della lastra
Per i materiali più duri, come l'acciaio inossidabile, utilizzare un gioco leggermente maggiore (8-12%) per ridurre l'usura dell'utensile.
Fase 3. Serraggio e allineamento
Prima del taglio, la lamiera deve essere saldamente bloccata e allineata. Nelle configurazioni manuali, gli operatori utilizzano fermi e perni di posizionamento. Nei sistemi automatizzati, i servo alimentatori spostano il nastro in posizione per ogni corsa.
L'allineamento accurato garantisce che ogni fustella venga tagliata nel punto giusto. Questo migliora l'utilizzo del materiale e previene gli strappi.
Passo 4. Corsa di taglio
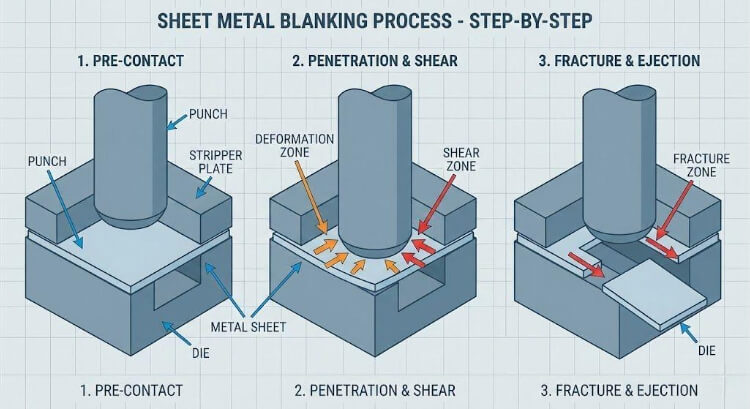
Una volta avviata la pressa, il punzone spinge nel metallo. L'azione di taglio avviene in tre fasi:
- Deformazione elastica - Il foglio si piega leggermente.
- Deformazione plastica - Il metallo inizia a cedere.
- Frattura - Il foglio bianco si separa dal foglio.
Fase 5. Ispezione e rimozione dei rifiuti
Dopo il taglio, i pezzi grezzi vengono controllati per verificare la precisione delle dimensioni, l'altezza delle bave e la planarità dei bordi. I sistemi automatizzati utilizzano spesso ispezioni laser o visive per misurare i pezzi direttamente sulla linea di produzione.
Nozioni di base sulla progettazione degli utensili
Una matrice di tranciatura è più di uno strumento di taglio: è un sistema di precisione che definisce il modo in cui il foglio si separa.
Un tipico set di stampi comprende le seguenti parti:
- Set di punzoni e fustelle - forma lo spazio vuoto.
- Piastra spogliatrice - rimuove la parte tagliata dal punzone.
- Perni di guida e boccole - mantenere tutto allineato durante il funzionamento.
Geometria di punzoni e stampi
La forma del punzone definisce il pezzo grezzo finale, mentre l'apertura della matrice consente il passaggio. I bordi affilati rendono i tagli più uniformi. Il gioco determina la quantità di bordo che diventa una zona setosa e brunita rispetto a una zona ruvida e fratturata.
Materiale e rivestimenti degli utensili
I materiali più comuni per gli utensili sono D2, SKD11 e carburo di tungsteno. Per i metalli duri come l'acciaio inossidabile o il titanio, i rivestimenti come il TiN o l'AlCrN possono aumentare la durata dell'utensile di due o tre volte.
Lubrificazione e raffreddamento
La lubrificazione riduce l'attrito e mantiene una finitura superficiale liscia. I sistemi automatizzati utilizzano nebulizzatori o spalmatori a rullo per una copertura uniforme. Una buona lubrificazione riduce anche il calore dell'utensile, contribuendo a mantenere l'affilatura dei bordi.
Tipi di operazioni di tranciatura
La tranciatura è disponibile in diverse forme, a seconda del design del pezzo, del volume e del metodo di produzione. Scegliere quella giusta significa bilanciare i costi e la qualità della produzione.
Blanking convenzionale
Questo è il metodo più semplice. Un solo colpo di punzone taglia il pezzo grezzo dal foglio. È veloce e conveniente, ed è ideale per pezzi di media precisione come staffe, rondelle e coperchi. Tolleranza tipica: ±0,05-0,1 mm, a seconda del materiale e della configurazione del gioco.
Tranciatura progressiva degli stampi
In questo metodo, il nastro di lamiera passa attraverso più fasi all'interno di un unico stampo. Ogni stazione esegue un'azione, come la perforazione o la formatura, fino a quando il pezzo è interamente realizzato alla corsa finale. È perfetto per i grandi volumi di produzione con alimentazione a bobina e può produrre un pezzo al secondo.
Tranciatura di stampi composti
Le matrici composte eseguono la tranciatura e la perforazione nella stessa corsa. Questa azione di taglio bilanciata garantisce un'eccellente planarità e precisione dimensionale. Sono comunemente utilizzate per flange, laminazioni di motori e rondelle di precisione.
Striscia continua di copertura
In questo caso, una bobina di metallo continua passa attraverso la matrice, tagliando uno o più pezzi per ogni corsa. Questo approccio migliora l'efficienza e riduce al minimo gli scarti, soprattutto nel settore delle clip per auto, dei terminali elettrici e dei connettori.
Operazioni combinate e secondarie
La tranciatura può essere combinata con la piegatura, la goffratura o la coniatura in un'unica configurazione. Questo metodo trasforma un semplice processo di taglio in una produzione di pezzi quasi finiti, risparmiando tempo e migliorando la planarità.
Materiali utilizzati per la tranciatura
| Materiale | Caratteristiche | Liquidazione consigliata | Applicazioni comuni |
| Acciaio dolce | Facile da formare e conveniente | 5-8% t | Staffe, pannelli |
| Acciaio inox | Forte e resistente alla corrosione | 7-10% t | Articoli da cucina, parti mediche |
| Alluminio | Leggero e morbido, può aderire agli strumenti | 8-12% t | Alloggiamenti, dissipatori di calore |
| Rame / Ottone | Taglio conduttivo e pulito | 6-9% t | Connettori elettrici |
La scelta del materiale giusto aiuta a mantenere la qualità dei bordi e la durata dell'utensile. I diversi metalli si comportano in modo diverso sotto pressione, quindi è necessario regolare il gioco e la forza di pressatura.
Suggerimento di qualità: Per materiali fragili come l'acciaio inox 304, allineare la direzione della grana con il taglio più corto per ridurre la lacerazione dei bordi.
Spessore e forza
La maggior parte delle presse gestisce fogli di spessore compreso tra 0,5 mm e 6 mm. Le lastre più spesse richiedono una forza maggiore, stimata da:
F=L×t×τ
Esempio:
Per una lastra di acciaio inossidabile di 2 mm di spessore con un perimetro di 150 mm e una resistenza al taglio di 600 N/mm²:
F=150×2×600=180,000N=180kN
Vantaggi e limiti
La tranciatura della lamiera è nota per la sua velocità, precisione e basso costo nella produzione di grandi volumi. Tuttavia, come ogni processo, ha i suoi limiti. La comprensione di entrambi aiuta gli ingegneri a scegliere l'approccio giusto per ogni progetto.
Vantaggi
Alta precisione dimensionale
Le moderne presse di tranciatura possono raggiungere tolleranze di ±0,05 mm o superiori con stampi ben lavorati. La stabilità del gioco e la robustezza dei telai delle presse consentono di ottenere una qualità costante per migliaia di cicli, rendendo la tranciatura ideale per i lavori con tolleranze ristrette nella produzione automobilistica o elettronica.
Eccellente ripetibilità e velocità
Una volta impostato lo stampo, ogni corsa produce un duplicato dell'ultimo pezzo. I tempi di ciclo inferiori a 1 secondo sono standard nei sistemi progressivi con alimentazione a bobina. Questa ripetibilità è il motivo principale per cui la tranciatura rimane il fulcro delle linee di stampaggio ad alta velocità in tutto il mondo.
Basso costo per unità su scala
Sebbene la produzione di utensili possa rappresentare fino a 40% del costo iniziale del progetto, il prezzo per pezzo diminuisce rapidamente con l'aumento della produzione. A volumi di produzione superiori a 50.000 pezzi, la tranciatura spesso costa 30-50% in meno per pezzo rispetto al taglio laser o alla lavorazione.
Uso efficiente del materiale
Una buona progettazione dello stampo consente di raggiungere un utilizzo del foglio di 90-95%. Gli scarti sono facili da riciclare e i sistemi di rimozione automatica aiutano a ridurre gli scarti e a migliorare la sostenibilità.
Processo a freddo - Nessun danno da calore
La tranciatura taglia il metallo meccanicamente, non termicamente. In questo modo si evita la zona termicamente alterata (ZTA) e si mantengono la resistenza e la finitura superficiale del materiale, riducendo la necessità di un'ulteriore lucidatura o ricottura.
Limitazioni
Elevati costi di attrezzaggio e allestimento
Gli stampi complessi sono costosi da progettare e lavorare. Per piccoli lotti o prototipi, l'investimento è spesso superiore ai vantaggi.
Flessibilità di progettazione limitata
Ogni stampo è realizzato per una sola forma. Anche piccole modifiche al progetto possono richiedere nuovi utensili o una rilavorazione, con conseguente aumento dei tempi di inattività e dei costi.
Bave e deformazioni dei bordi
La tranciatura standard lascia spesso bave di circa 0,03-0,08 mm. Un gioco insufficiente o utensili opachi possono peggiorare la situazione e richiedere una post-elaborazione.
Usura e manutenzione degli utensili
I bordi degli utensili si opacizzano con il tempo. Il taglio di acciaio inossidabile o di materiale zincato consuma gli utensili 20-30% più rapidamente dell'acciaio dolce. L'affilatura regolare e i controlli di allineamento sono essenziali per mantenere la precisione.
Rumore e vibrazioni
Le presse meccaniche possono raggiungere livelli sonori superiori a 85 dB, per cui gli operatori hanno spesso bisogno di protezioni per l'udito o di involucri insonorizzati.
Problemi comuni di qualità e come ottimizzarli
Anche con un'impostazione stabile, le prestazioni di tranciatura possono diminuire a causa dell'usura degli utensili, del disallineamento o del materiale non uniforme. Individuare tempestivamente i problemi aiuta a mantenere una qualità costante e a ridurre gli scarti.
1. Formazione della bava
Causa:
Gioco eccessivo, punzoni opachi o lubrificazione insufficiente.
Correggere:
- Mantenere il gioco a 6-10% dello spessore della lamiera.
- Affilare nuovamente gli utensili ogni 100.000-200.000 colpi.
- Utilizzare micro-lubrificazione o rivestimenti a film secco.
- Applicare rivestimenti TiCN o AlCrN quando si lavora con l'acciaio inossidabile.
2. Usura e disallineamento degli stampi
Causa:
Allineamento errato o carico non uniforme durante i cicli ripetuti.
Correggere:
- Controllare quotidianamente l'allineamento con perni o tasselli.
- Aggiungere sensori di carico per monitorare le forze sbilanciate.
- Utilizzare inserti in carburo o SKD11 per le corse più lunghe.
- Tracciare la durata degli stampi e impostare i programmi di manutenzione.
3. Deformazione del materiale e laminazione dei bordi
Causa:
Fogli sottili che si piegano sotto pressione, forza eccessiva o debole spellatura.
Correggere:
- Regolare la pressione del disco spogliatore.
- Sostenere gli spazi grandi con i tamponi.
- Velocità di corsa inferiore per l'alluminio sottile.
- Utilizzo tranciatura fine o sistemi a vuoto per lastre di spessore inferiore a 0,5 mm.
4. Deriva dimensionale
Causa:
Usura dell'utensile, variazioni di temperatura o spessore non uniforme del materiale.
Correggere:
- Utilizzate l'ispezione ottica in linea per un feedback in tempo reale.
- Regolazione automatica del gioco nelle servopresse.
- Registrare il conteggio delle corse per pianificare la riaffilatura.
5. Graffi superficiali e scarsa lubrificazione
Causa:
Oliatura insufficiente o detriti intrappolati tra la lastra e la matrice.
Correggere:
- Utilizzare una lubrificazione a rullo o a nebbia per ottenere un rivestimento uniforme.
- Pulire frequentemente gli strumenti per rimuovere i trucioli.
- Utilizzare sverniciatori uretanici per parti decorative o spazzolate in acciaio inox.
Applicazioni in tutti i settori
La tranciatura della lamiera svolge un ruolo fondamentale in tutti i settori che dipendono da parti metalliche precise, leggere e consistenti. Poiché combina alta precisione e alta velocità, colma il divario tra la prototipazione e la produzione su larga scala.
Ingegneria automobilistica
L'industria automobilistica fa grande affidamento sulla tranciatura per produrre piastre posteriori delle pastiglie dei freni, dischi della frizione, staffe dei sedili, bloccaggi dello sterzo e collegamenti delle sospensioni. Le linee progressive possono raggiungere velocità di 200 corse al minuto, creando centinaia di pezzi identici da una singola bobina.
La tranciatura fine è particolarmente apprezzata per i pezzi che devono soddisfare severi standard di sicurezza e prestazioni. Produce bordi lisci e completamente tranciati, che migliorano la resistenza alla fatica e riducono il rumore e le vibrazioni negli assemblaggi dei freni.
Elettronica e apparecchiature elettriche
Nell'elettronica, precisione e conduttività sono priorità assolute. La tranciatura viene utilizzata per realizzare laminazioni di motori, telai di schermatura, terminali e piastre di contatto in rame e ottone. Questi materiali richiedono uno stretto controllo dimensionale per garantire prestazioni elettriche affidabili.
Le moderne servo-presse possono tranciare fogli sottili inferiori a 0,3 mm per sensori e connettori miniaturizzati, mantenendo tolleranze di ±0,03 mm.
Contenitori per elettrodomestici e industriali
I produttori di unità HVAC, apparecchi di illuminazione e pannelli di controllo utilizzano la tranciatura per creare pannelli piatti, staffe e telai. I bordi lisci e privi di bave contribuiscono a velocizzare l'assemblaggio e a garantire la tenuta quando le parti vengono unite.
I sistemi automatizzati di alimentazione e impilamento delle bobine consentono di produrre 24 ore su 24, aumentando la produttività e riducendo i costi di manodopera.
Sistemi aerospaziali ed energetici
I settori aerospaziale e delle energie rinnovabili richiedono il più alto rapporto resistenza/peso.
La tranciatura viene utilizzata per formare staffe in titanio, morsetti in acciaio inossidabile e piastre per batterie EV, dove la precisione e la pulizia dei bordi sono fondamentali.
Le presse servo-guidate aiutano a controllare la forza di taglio e a prevenire le microfratture, garantendo che i pezzi soddisfino i rigorosi standard di affidabilità.

Conclusione
La tranciatura della lamiera rimane uno dei metodi di taglio più affidabili ed efficienti in termini di costi nella produzione moderna. La sua capacità di produrre milioni di pezzi identici con scarti minimi la rende essenziale per le industrie che richiedono qualità e velocità.
Le odierne presse servo-controllate e dotate di sensori offrono una nuova precisione al processo. Grazie a funzioni come il monitoraggio in tempo reale, la regolazione automatica del carico e le modalità di risparmio energetico, la tranciatura si è evoluta in un sistema di produzione innovativo e basato sui dati.
Cercate un fornitore in grado di fornire parti in lamiera di alta precisione in scala? In TZR, il nostro team è specializzato in tranciatura con servo pressa, utensili di precisione e linee di produzione automatizzate con alimentazione a bobina, costruite per soddisfare i vostri requisiti di tolleranza, finitura e consegna. Inviateci oggi stesso i vostri disegni o le vostre specificheI nostri ingegneri li esamineranno entro 24 ore per fornire un preventivo su misura e suggerimenti DFM.
Domande frequenti
Qual è la differenza tra tranciatura e stampaggio?
La tranciatura è un'operazione specifica dello stampaggio. Si tratta di un'operazione di taglio di una forma, mentre lo stampaggio può includere anche la piegatura o la formatura.
Come si colloca la tranciatura rispetto al taglio laser?
Il taglio laser è eccellente per le piccole tirature o per i pezzi personalizzati. La tranciatura, tuttavia, è più veloce, più ripetibile e più economica per i grandi volumi. Inoltre, non provoca danni da calore.
Quali sono i materiali comunemente utilizzati per la tranciatura?
Acciaio dolce, acciaio inox, alluminio, rame e ottone sono i più comuni. Ogni materiale necessita di una propria regolazione del gioco e di un proprio tipo di lubrificazione.
Come possono i produttori migliorare l'efficienza?
L'aggiornamento alle presse servoassistite, l'ottimizzazione dei layout di nesting e l'implementazione della manutenzione predittiva possono migliorare la produttività e prolungare la durata degli utensili.


