
Dalle custodie degli smartphone agli interni degli aerei, i colori dell'alluminio anodizzato definiscono il look moderno del design metallico. L'anodizzazione è più di una finitura superficiale. È un processo preciso che rende l'alluminio più forte, più resistente alla corrosione e più gradevole alla vista.
A differenza della vernice o della placcatura, l'anodizzazione modifica il metallo stesso. Il colore diventa parte dell'alluminio, non uno strato che può scheggiarsi o staccarsi. Sapere come si forma questo colore aiuta a bilanciare aspetto, prestazioni e costi nella progettazione e nella produzione.

Che cos'è l'alluminio anodizzato?
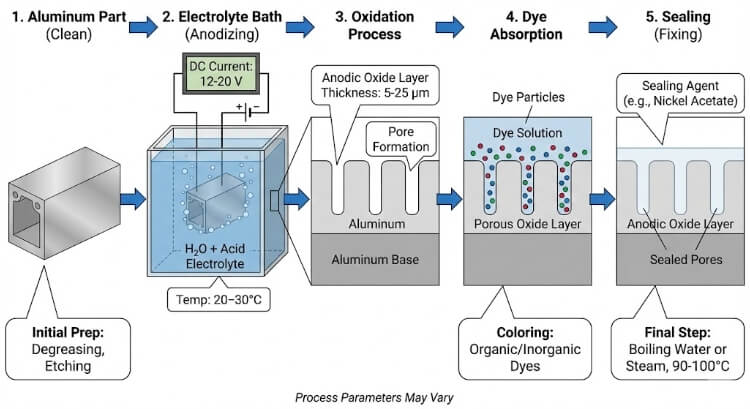
L'anodizzazione è un processo elettrochimico che ispessisce la pellicola di ossido naturale dell'alluminio. Durante il processo, il pezzo di alluminio diventa l'anodo di una soluzione acida. L'elettricità passa e l'ossigeno reagisce con l'alluminio formando uno strato di ossido microporoso (Al₂O₃) che si lega al metallo di base.
Spessore tipico dello strato:
- Anodizzazione decorativa: 5-25 µm
- Anodizzazione dura: 25-100 µm
La durezza superficiale raggiunge di solito HV 300-500, mentre l'alluminio grezzo ha solo HV 100-120. Poiché l'ossido si sviluppa dal metallo stesso, non si stacca né si sfalda.
I minuscoli pori che si formano in questo strato agiscono come piccoli tubi. Assorbono i coloranti o i sali metallici che creano il colore all'interno del rivestimento. Successivamente, i pori vengono sigillati, bloccando il colore e formando un forte strato protettivo.
Tipi di anodizzazione e loro impatto sul colore
L'anodizzazione industriale si suddivide in tre tipi principali, ciascuno con le proprie caratteristiche di colore e prestazioni:
| Tipo | Elettrolita | Spessore | Gamma di colori | Uso tipico |
| Tipo I - Acido cromico | Acido cromico | ≤ 5 µm | Grigio / Naturale | Fondo aerospaziale |
| Tipo II - Acido solforico | Acido solforico | 5-25 µm | Colori chiari e brillanti | Prodotti architettonici e di consumo |
| Tipo III - Anodizzazione dura | Acido solforico (freddo) | 25-100 µm | Da grigio scuro a nero | Parti meccaniche e ottiche |
- Tipo I dà uno strato sottile e flessibile, utile per la pittura ma limitato nelle opzioni di colore.
- Tipo II offre una buona varietà di colori e resistenza alla corrosione, perfetta per le finiture decorative.
- Tipo III costruisce uno strato spesso e duro che resiste all'usura ma limita i colori brillanti, risultando spesso in tonalità scure o opache.
Nella scelta del tipo di anodizzazione, gli ingegneri spesso bilanciano la profondità del colore e la resistenza della superficie. Ad esempio, un rivestimento rosso brillante di tipo II ha un aspetto attraente ma può sbiadire più rapidamente all'esterno rispetto a un rivestimento nero scuro di tipo III.
Come l'alluminio anodizzato ottiene il suo colore?
Il colore si forma dopo lo sviluppo dello strato di ossido. I pori dello strato controllano la quantità di colorante o metallo che entra, influenzando la profondità del colore, la luminosità e la resistenza ai raggi UV.
Assorbimento del colorante e colorazione elettrolitica
Esistono due modi principali per colorare l'alluminio anodizzato:
Assorbimento del colorante (One-Step):
Il pezzo anodizzato viene immerso in un bagno di tintura. Il colorante si sposta nei pori aperti. Dopo la sigillatura, il colore diventa parte del metallo.
Vantaggi: Ampia gamma di colori vivaci, basso costo.
Limitazioni: Limitata resistenza ai raggi UV: meglio per uso interno o per il consumatore.
Colorazione elettrolitica (a due fasi):
Il pezzo viene posto in un bagno di sale metallico (stagno, nichel o cobalto). L'elettricità deposita questi metalli alla base dei pori, creando toni metallici come il bronzo o il nero.
Vantaggi: Eccellente resistenza all'esterno e ai raggi UV.
Limitazioni: Meno scelta di colori e costo più elevato.
Fattori che influenzano il colore finale
L'uniformità del colore dipende dallo stretto controllo del processo.
| Fattore | Effetto sul colore |
| Composizione della lega | Le leghe ad alto contenuto di silicio o di rame producono colori più scuri. L'alluminio puro dà toni chiari e brillanti. |
| Spessore dello strato di ossido | Gli strati più spessi trattengono più tintura, creando tonalità più profonde. 10 µm ≈ tono chiaro, 20 µm ≈ tono profondo. |
| Temperatura del bagno / Densità di corrente | Influenza la dimensione dei pori e l'assorbimento del colorante. Intervallo ottimale: 18-22 °C e 1,3-1,8 A/dm². |
| Qualità della sigillatura | Una cattiva sigillatura provoca sbiadimento o macchie. Una buona sigillatura migliora la brillantezza e la resistenza alla corrosione. |
Esempio: Nell'anodizzazione del bronzo (film da 20 µm, metodo elettrolitico a base di stagno), una corretta sigillatura può mantenere il colore stabile per oltre 10 anni all'esterno.
Famiglie di colori comuni e casi d'uso
- Trasparente / Naturale: Mantiene visibile la struttura del metallo; si usa nei pezzi di precisione.
- Nero: Assorbe la luce; ideale per parti ottiche ed elettroniche.
- Bronzo / Oro: Durevole e resistente ai raggi UV, è comune negli esterni degli edifici e nella ferramenta.
- Blu / Rosso / Verde: Popolare nei prodotti di consumo di marca.
- Miscele personalizzate: Creati mescolando tinture o combinando bagni per abbinare i colori di marchi specifici.
La coerenza del colore segue spesso ΔE ≤ 2 secondo gli standard ASTM B244 o ISO 7599, garantendo toni simili tra i vari lotti.
Progettazione e integrazione dei processi
Per ottenere risultati coerenti, i progettisti e gli ingegneri dovrebbero includere i dettagli dell'anodizzazione già nella fase di progettazione. Specificate la lega (ad esempio, 6061 o 5052), lo spessore dell'ossido, il colore e il metodo di sigillatura nei disegni tecnici o nelle richieste di offerta. In questo modo si evita la mancata corrispondenza delle finiture tra i fornitori o i cicli di produzione.
Design Insight: invece di scrivere "anodizzato nero", dire "anodizzazione di tipo II, spessore 15 µm, colorante nero, ΔE ≤ 2 per ISO 7599".
I colori più diffusi e le loro applicazioni
L'alluminio anodizzato combina fascino visivo e forza tecnica. In settori come l'aerospaziale, l'architettura e l'elettronica, la scelta del colore riflette sia gli obiettivi ingegneristici che le esigenze ambientali.
Usi industriali e ingegneristici
In ambito industriale, il colore ha spesso una funzione pratica.
- Anodizzazione nera: È la finitura più comune nei sistemi ottici ed elettronici. La sua struttura opaca riduce i riflessi e i bagliori, aiutando i sensori a funzionare con precisione. Gli alloggiamenti anodizzati neri in alluminio 6061-T6 sono standard nei supporti per fotocamere, spettrometri e apparecchiature laser.
- Anodizzazione trasparente o naturale: Questa finitura protegge dalla corrosione mantenendo l'aspetto naturale del metallo. È ideale per le parti che necessitano di contatto elettrico o di tolleranze ristrette, come le staffe aerospaziali, i connettori automobilistici e le parti di ricambio. dispositivi medici.
- Componenti con codice colore: Nella produzione, le fabbriche utilizzano spesso colori vivaci come il blu, il rosso o il verde per contrassegnare le diverse dimensioni o funzioni dei pezzi. Questo migliora la visibilità e riduce gli errori di assemblaggio, il che è utile nella produzione su larga scala.
Prodotti architettonici e di consumo
In architettura e nei beni di consumo, i colori anodizzati esprimono design moderno e durata.
- Applicazioni architettoniche: I pannelli degli edifici, i telai delle finestre e le facciate utilizzano spesso finiture in bronzo, champagne o oro ottenute mediante colorazione elettrolitica. Queste tonalità resistono ai raggi UV e alla corrosione anche in condizioni costiere o umide.
- Elettronica di consumo: I designer utilizzano finiture anodizzate per evidenziare l'artigianalità e la precisione.
I computer portatili, gli smartphone e le apparecchiature audio sono spesso caratterizzati da scocche in alluminio spazzolato o sabbiato in argento, nero o grigio. - Prodotti per lo sport e lo stile di vita: Colori vivaci come il blu, il rosso e il verde sono comuni nelle biciclette, negli attrezzi per l'outdoor e nelle attrezzature sportive. La finitura resiste allo sbiadimento e all'usura, aggiungendo personalità e identità del marchio.
Branding e personalizzazione
Il colore favorisce anche la coerenza e il riconoscimento del marchio. L'anodizzazione consente di abbinare i colori aziendali mantenendo la durezza della superficie e la consistenza del metallo. A differenza della vernice, le finiture anodizzate mostrano le venature naturali, conferendo un aspetto metallico raffinato.
Per mantenere la coerenza dei risultati, i team di qualità utilizzano spettrofotometri per misurare la differenza di colore tra i lotti. Un valore ΔE pari o inferiore a 2 garantisce che i colori appaiano identici all'occhio umano, cosa particolarmente importante per gli assemblaggi in più parti o per i pannelli architettonici.
Design Insight: La combinazione dell'anodizzazione con l'incisione laser consente di ottenere numeri di serie o loghi permanenti. Questo metodo resiste all'usura e agli agenti chimici, ideale per la tracciatura aerospaziale o per il branding di alto livello.

Considerazioni tecniche e sulle prestazioni
La scelta del colore influisce sulla resistenza meccanica, sulla stabilità ai raggi UV e sull'aspetto a lungo termine. Conoscere queste relazioni aiuta gli ingegneri a bilanciare design e funzionalità.
Durata e resistenza alla corrosione
L'alluminio anodizzato crea una forte barriera di ossido che resiste all'ossidazione, al sale e all'usura. I test condotti secondo la norma ASTM B117 dimostrano che i campioni anodizzati durano oltre 1.000 ore in nebbia salina senza corrosione, mentre l'alluminio nudo si guasta dopo circa 100 ore.
Le finiture scure come il nero o il bronzo possono essere leggermente più morbide perché i coloranti assorbono la superficie. Tuttavia, rimangono al di sopra di HV 300, soprattutto se applicate a basi anodizzate. Queste finiture sono comuni negli involucri per esterni e nelle finiture per autoveicoli, dove sono necessarie sia la robustezza che lo stile.
Resistenza ai raggi UV e agli agenti atmosferici
I coloranti organici sbiadiscono alla luce del sole. I test condotti secondo la norma ISO 16474-2 dimostrano che il rosso e il blu perdono circa 25-30% del loro colore dopo 1.000 ore, mentre il bronzo metallizzato mantiene oltre 90%. Per le parti esterne, le finiture metalliche realizzate con ioni di stagno o cobalto sono migliori, poiché riflettono la luce UV anziché assorbirla.
Quando le tonalità brillanti devono durare all'aperto, gli ingegneri utilizzano una doppia sigillatura - una sigillatura ad acqua calda seguita da acetato di nichel - per migliorare la durata del colore.
Uniformità della superficie e coerenza del colore
Ottenere un colore uniforme su molte parti è una sfida. I problemi più comuni derivano da:
- Differenze di lega tra i lotti di materiale.
- Flusso di corrente non uniforme su pezzi complessi o di grandi dimensioni.
- Variazione della temperatura o della chimica del bagno durante i lunghi cicli di produzione.
Per controllarli, i finitori utilizzano il controllo statistico del processo (SPC) per monitorare il pH, la conduttività e la temperatura del bagno. La differenza di colore si misura con il ΔE - con ΔE ≤ 3 accettabile per i pezzi tecnici e ΔE ≤ 2 richiesto per i prodotti decorativi o critici per il marchio.
Suggerimento per il processo: includere nelle RFQ il tipo di lega (ad esempio, 6063-T5) e le specifiche di anodizzazione (ad esempio, Tipo II, 20 µm, ΔE ≤ 2 secondo ISO 7599).
Fattori ambientali e di costo
La scelta del colore dell'alluminio anodizzato va oltre l'aspetto estetico. L'impatto ambientale, l'uso di energia e i costi di produzione sono tutti fattori che influenzano le moderne decisioni di finitura.
Opzioni di anodizzazione ecologica
L'anodizzazione tradizionale utilizzava soluzioni di acido solforico o cromico. Se da un lato creano forti strati di ossido, dall'altro producono rifiuti acidi che necessitano di un trattamento complesso. I sistemi più recenti utilizzano oggi sostanze chimiche più sicure e sistemi di riciclaggio per ridurre l'inquinamento e i rifiuti.
I moderni miglioramenti includono:
- Elettroliti organici:
I bagni a base di acido citrico o ossalico sostituiscono i metalli pesanti e creano meno sottoprodotti nocivi. Sono più facili da trattare e durano più a lungo. Negli impianti certificati ISO 14001, l'anodizzazione con acido citrico ha ridotto la produzione di acido di scarto di 70% rispetto ai sistemi solforici. - Riciclo dell'acqua a ciclo chiuso: Le unità di filtrazione recuperano gli ioni di alluminio e riutilizzano l'acqua di risciacquo, riducendo il consumo di acqua di 60-80%. In questo modo si risparmia denaro e si riduce il carico ambientale.
- Controllo chimico automatizzato: I sensori tengono traccia del pH e della conducibilità per mantenere l'equilibrio chimico entro ±2%. Una chimica stabile migliora l'uniformità del colore e riduce gli scarti dovuti a un'ossidazione non uniforme.
- Sigillatura non al cromo: La sigillatura con acetato di nichel o nano-silice mantiene alta la resistenza alla corrosione senza rilasciare cromo esavalente. Questi metodi soddisfano le norme RoHS, REACH e gli standard ecologici del settore aerospaziale.
Efficienza energetica e ottimizzazione dei processi
L'anodizzazione utilizza energia elettrica e termica. Il consumo medio è di circa 5-7 kWh per m² di superficie, ma modifiche intelligenti al processo possono ridurlo di 20% o più.
Modi per risparmiare energia:
- Anodizzazione a corrente d'impulso: Gli impulsi di corrente alternata fanno crescere l'ossido in modo più efficiente. In questo modo si riduce la tensione necessaria, si risparmia energia e si migliora l'uniformità del rivestimento.
- Sistemi di recupero del calore: Il calore di scarto dei serbatoi di risciacquo o di sigillatura riscalda l'acqua in entrata, con un risparmio energetico totale fino a 15%.
- Programmazione intelligente: Il raggruppamento di parti e colori simili riduce la pulizia dei serbatoi e il cambio di tintura, risparmiando tempo e prodotti chimici.
Bilanciamento di costi, prestazioni e aspetto
Il colore incide sia sui costi che sui tempi di lavorazione. Le finiture brillanti o metalliche richiedono un controllo più stretto e coloranti o soluzioni a base di sali metallici più costosi. Conoscere la distribuzione dei costi aiuta gli ingegneri a scegliere finiture che soddisfino gli obiettivi di budget e di qualità.
| Tipo di colore | Metodo di colorazione | Costo relativo | Durata / Resistenza ai raggi UV | Applicazione tipica |
| Trasparente / Naturale | Anodizzazione solforica standard | ★ | Eccellente | Aerospaziale, parti di macchinari |
| Nero / Bronzo scuro | Tintura biologica + sigillatura | ★★ | Buono | Industriale, alloggiamenti ottici |
| Rosso brillante / Blu | Tintura organica | ★★★ | Moderato | Consumatori, attrezzature sportive |
| Champagne / Oro | Elettrolitico (stagno, cobalto) | ★★★★ | Eccellente | Architettura, arredamento |
| Metallici personalizzati | Tinture a doppio bagno o miste | ★★★★★ | Variabile | Branding, prodotti premium |
In media, l'anodizzazione decorativa costa 20-40% in più rispetto ai rivestimenti trasparenti, ma garantisce una maggiore durata e minori riparazioni.
Suggerimento tecnico: Al momento dell'ordine, specificare sia l'aspetto che la funzione, ad esempio "Tipo II, 20 µm, bronzo, elettrolitico, ΔE ≤ 2".
Conclusione
I colori dell'alluminio anodizzato combinano scienza, design e resistenza in un'unica finitura. Il colore non è un rivestimento applicato sopra, ma è incorporato nel metallo stesso durante un preciso processo elettrochimico. Questa struttura conferisce alle superfici anodizzate un'eccezionale resistenza alla corrosione, allo sbiadimento e all'abrasione, mantenendo al contempo un aspetto metallico e pulito che la vernice non è in grado di eguagliare.
Se il vostro progetto ha bisogno di una finitura che abbia un aspetto raffinato e duri a lungo, l'anodizzazione è una scelta affidabile. Il nostro team di ingegneri offre servizi di anodizzazione e finitura personalizzati per aiutarvi a ottenere il colore, la brillantezza e le prestazioni esatte che desiderate, il tutto con una coerenza certificata. Rivolgetevi a noi per discutere le vostre esigenze di colore anodizzato e per ottenere il supporto tecnico dei nostri specialisti..
Domande frequenti
Qual è la differenza tra alluminio anodizzato e verniciato?
L'anodizzazione modifica la superficie metallica stessa attraverso un processo di ossidazione controllata che forma uno strato duro di ossido di alluminio (Al₂O₃). La verniciatura o il rivestimento in polvere, invece, aggiungono una pellicola esterna. Lo strato anodizzato è circa tre volte più duro dell'alluminio di base e non può staccarsi o incrinarsi, il che lo rende migliore per l'uso all'aperto o ad alta usura.
Perché il colore varia da un lotto all'altro?
Piccole variazioni nella composizione della lega, nella temperatura del bagno o nell'età dell'elettrolita possono influenzare la dimensione dei pori e l'assorbimento del colorante. I finitori professionisti utilizzano spettrofotometri per misurare la differenza di colore (ΔE). Un ΔE di 2 o meno garantisce che i colori siano identici in tutte le serie, il che è fondamentale per i componenti architettonici o di marca.
Quali sono i colori anodizzati che durano di più all'aperto?
Le finiture metalliche come il bronzo, lo champagne e il nero create con la colorazione elettrolitica resistono meglio allo sbiadimento dei raggi UV. I colori a tintura organica, come il rosso o il blu, hanno un aspetto più vivace, ma possono sbiadire nel tempo a meno che non vengano sigillati due volte, in genere con acqua calda seguita da acetato di nichel.
L'alluminio anodizzato può essere ricolorato o riparato?
Le usure superficiali minori possono spesso essere pulite o risigillate. Tuttavia, per cambiare colore è necessario rimuovere il vecchio ossido e rianodizzare il pezzo. Poiché l'ossido è parte integrante del metallo, la rilavorazione deve essere eseguita solo da professionisti qualificati della finitura superficiale.
In che modo la scelta della lega influisce sull'aspetto del colore?
Le leghe di alluminio ad alta purezza, come le serie 1000, 5000 e 6000, danno un colore più uniforme e omogeneo. Le leghe con silicio o rame, come le serie 2000 o 7000, spesso si scuriscono o mostrano un contrasto visibile di grana dopo l'anodizzazione.


