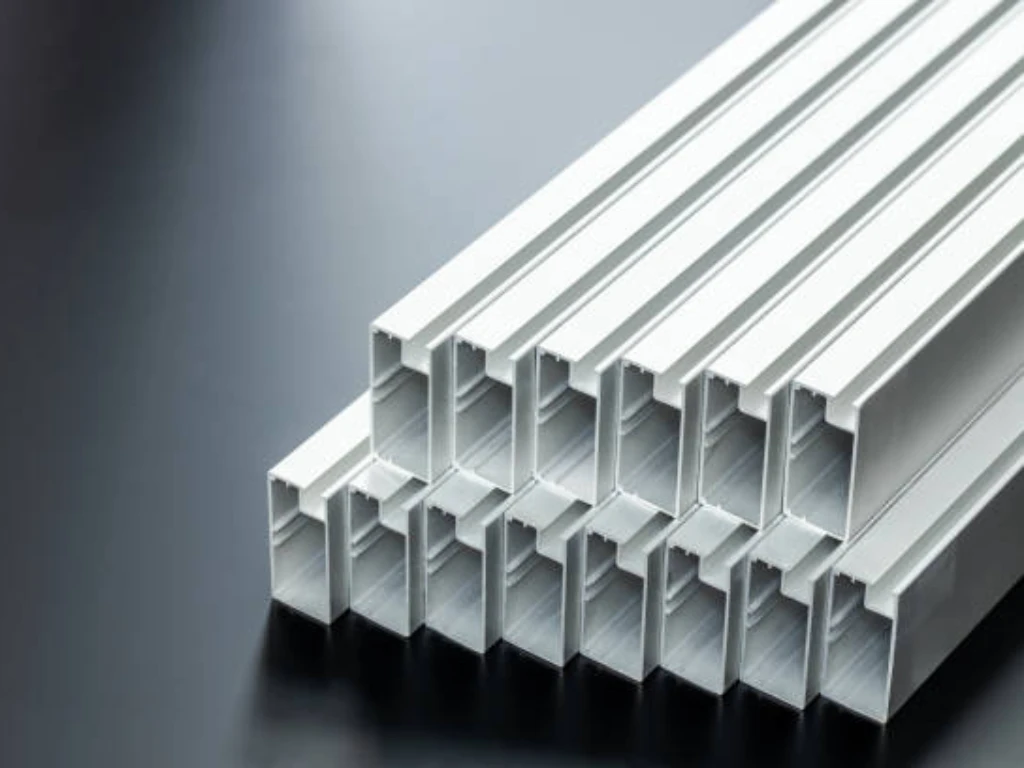
La piegatura delle lamiere è uno dei processi più comuni nelle industrie di fabbricazione e produzione. Questo processo consente di produrre pezzi precisi, utili e duraturi. È importante comprendere i dettagli della piegatura della lamiera per garantire che i prodotti finali siano di alta qualità e, allo stesso tempo, che il costo di produzione sia basso. È sempre importante continuare a imparare, indipendentemente dal fatto che si sia nuovi o vecchi nel settore.
Cosa si può ricavare da questo post?
- I principi della piegatura della lamiera.
- Diversi processi di piegatura e le relative applicazioni.
- I materiali utilizzati nella piegatura e le loro caratteristiche.
- Come viene utilizzata la piegatura della lamiera in diversi settori.
- I fattori importanti da considerare quando si progetta per la flessione.
- Ottimizzazione dei progetti per costi, qualità e producibilità (DFM).

Che cos'è la piegatura della lamiera?
La piegatura della lamiera consiste nell'applicare una forza a un foglio di metallo, piegandolo a un angolo specifico senza che si rompa. In sostanza, si trasforma una lamiera piatta in un pezzo con la curvatura desiderata, simile alla piegatura della carta ma con precisione. Il materiale subisce una deformazione plastica che gli consente di cambiare forma.
La piegatura delle lamiere viene comunemente utilizzata su materiali di spessore compreso tra 0,5 e 6 mm. Tuttavia, ciò può dipendere dal tipo di materiale. Spesso vengono utilizzati acciaio dolce, acciaio inossidabile e alluminio, ognuno dei quali reagisce in modo diverso quando viene applicata la forza.
Il processo è altamente versatile. Consente la formazione di forme diverse in tempi brevi e senza la necessità di costosi stampi, il che lo rende adatto alla realizzazione di pezzi in base alle esigenze. È anche molto preciso e altamente ripetibile, il che significa che i risultati ottenuti sono sempre affidabili. Se eseguito correttamente, il processo è conveniente sia per i piccoli che per i medi volumi di produzione, riducendo al minimo lo spreco di materiali.
Industrie che si affidano alla piegatura della lamiera
La versatilità della piegatura delle lamiere la rende fondamentale in diversi settori. Consente di ottenere forme e angoli precisi, difficilmente realizzabili con altri metodi. Il processo di piegatura consente di creare pezzi che necessitano di caratteristiche come flange, intagli, labbri e giunti a incastro. Queste caratteristiche aumentano la resistenza, migliorano l'adattamento e incrementano la funzionalità.
| Industria | Esigenze del settore | Come la piegatura della lamiera risponde a queste esigenze | Componenti comuni prodotti |
| Automotive | Elevata durata, leggerezza e precisione dei componenti | La piegatura crea angoli precisi per i componenti strutturali, senza sacrificare la resistenza. | Telai di auto, pannelli di carrozzeria, staffe |
| Aerospaziale | Alta precisione, resistenza dei materiali e controllo del peso | Consente di eseguire piegature precise per ottenere pezzi leggeri e resistenti | Fusoliere di aeromobili, sezioni alari |
| Elettronica | Design preciso e compatto per spazi ristretti | La piegatura consente di realizzare progetti intricati e compatti con tolleranze ristrette | Involucri, involucri per circuiti stampati |
| Dispositivi medici | Necessità di alta precisione e conformità alle normative | Fornisce piegature precise e ripetibili per soddisfare i più severi standard medici | Alloggiamenti medici, strumenti chirurgici |
| Elettrodomestici | Efficienza nella produzione ed efficienza dello spazio | Consente la produzione rapida di pezzi con caratteristiche funzionali specifiche | Pannelli del frigorifero, corpi del forno |
| Apparecchiature industriali | Durata, funzionalità ed efficienza economica | La piegatura consente la produzione di componenti precisi e resistenti. | Telai di macchine, staffe, protezioni |
| Costruzione | Dimensioni personalizzate e produzione rapida per esigenze diverse | Opzioni di progettazione flessibili e tempi di consegna rapidi senza utensili complessi | Condotti HVAC, parti strutturali personalizzate |
La tabella precedente fornisce una panoramica concisa, ma la vera importanza della piegatura delle lamiere diventa più chiara quando si esplora il modo in cui risolve le sfide fondamentali di ciascun settore.
Automotive
Nell'industria automobilistica, questo processo è fondamentale. Permette di creare componenti leggeri a partire da acciai ad alta resistenza, essenziali per aumentare il risparmio di carburante e rispettare gli standard sulle emissioni. Inoltre, è fondamentale per la formazione della gabbia di sicurezza e delle zone di contenimento del veicolo, indispensabili per superare i rigorosi crash test.
Aerospaziale
Nel settore aerospaziale, dove ogni grammo è importante, la piegatura offre un rapporto forza-peso ineguagliabile. Modella leghe leggere per telai e ali senza compromettere l'integrità strutturale del materiale, migliorando direttamente l'efficienza del carburante e la capacità del carico utile.
Elettronica
Nell'elettronica, gli involucri metallici piegati forniscono una schermatura EMI/RFI essenziale, un requisito per superare la conformità alle normative come FCC e CE. Il processo crea anche funzioni integrate per la dissipazione del calore e la gestione del flusso d'aria, garantendo l'affidabilità a lungo termine dei componenti.
Medico
Il settore medicale si affida alla piegatura per creare componenti con superfici lisce e prive di fessure da materiali come l'acciaio inossidabile e il titanio, un prerequisito per una sterilizzazione efficace. L'elevata ripetibilità assicura la coerenza tra i pezzi necessaria per superare le rigorose convalide FDA e CE, garantendo la sicurezza dei pazienti.
Elettrodomestici
Per gli elettrodomestici, la piegatura è fondamentale sia per l'estetica che per l'efficienza produttiva. Consente di produrre in modo rapido ed economico telai durevoli e pannelli esterni esteticamente accattivanti per prodotti come frigoriferi e forni, soddisfacendo le richieste di grandi volumi del mercato dei consumatori.
Apparecchiature industriali
Le attrezzature industriali dipendono dalla piegatura per creare telai, staffe e protezioni di sicurezza robusti e resistenti. Il processo trasforma le lamiere spesse in componenti strutturali durevoli che resistono alle sollecitazioni operative, garantendo la longevità dei macchinari e la sicurezza degli operatori.
Costruzione
In edilizia, la piegatura consente la fabbricazione rapida e su richiesta di supporti strutturali e pannelli architettonici personalizzati, consentendo libertà di progettazione senza sacrificare l'integrità. È anche l'unico metodo praticabile per produrre elementi lunghi e continui come grondaie e scossaline, garantendo la durata a lungo termine e la resistenza agli agenti atmosferici di un edificio.
In breve, la piegatura della lamiera è molto più di una semplice tecnica di formatura: è un fattore critico di innovazione, sicurezza ed efficienza.
Come funziona la piegatura della lamiera
Il processo di piegatura della lamiera è preciso e richiede un'attenta pianificazione. Inizia con la fase di progettazione. In questa fase, viene eseguita un'analisi DFM per verificare se il pezzo può essere prodotto in modo efficiente e se soddisfa tutte le specifiche. Una volta terminata la progettazione, il processo successivo consiste nella scelta della giusta attrezzatura. Si tratta di scegliere lo stampo e il punzone in base al tipo di materiale, allo spessore e alla curvatura richiesta.
Dopo la messa a punto degli utensili, si procede alla regolazione dei parametri della macchina. Si prepara quindi la pressa piegatrice, che è una macchina di piegatura molto utilizzata. La lamiera viene quindi posizionata sull'attrezzatura e la macchina esercita una pressione controllata sul metallo. Quando la pressa piegatrice è in movimento, il materiale si piega nel modo giusto lungo la linea di piegatura prevista.
L'operatore si assicura che la lamiera sia ben posizionata per evitare qualsiasi distorsione che possa portare alla deformazione del pezzo. Una volta completata la piegatura, la lamiera viene rimossa. Lo stesso avviene per tutte le altre piegature che si rendono necessarie. Tutto ciò consente ai produttori di produrre pezzi di qualità che soddisfano le specifiche richieste nel processo di produzione. In TZR, i nostri ingegneri sfruttano la loro vasta esperienza per analizzare a fondo il vostro progetto specifico e i materiali, creando così la soluzione produttiva ottimale per garantire la precisione del prodotto finale fin dall'inizio.

Tipi di tecniche di piegatura della lamiera
A seconda della forma, del materiale e dei requisiti del pezzo da produrre, si utilizzano diverse tecniche di piegatura. La comprensione di queste tecniche è fondamentale per scegliere il metodo più appropriato per ogni progetto.
Piegatura a V
La piegatura a V è la categoria più comune di piegatura della lamiera. In questo processo, un punzone preme la lamiera in uno stampo a V. L'angolo finale è determinato dalla profondità e dalla forza con cui il punzone preme il materiale nello stampo, che varia a seconda della tecnica specifica utilizzata. Questo rende la piegatura a V molto efficace per creare un'ampia gamma di curve precise. Esistono tre metodi principali di piegatura a V, ognuno dei quali offre un diverso equilibrio di precisione e forza:
Piegatura ad aria
La piegatura ad aria è un metodo di piegatura a V in cui il punzone preme la lamiera in uno stampo senza entrare completamente in contatto con il fondo; viene letteralmente "piegata in aria". L'angolo finale è determinato dalla profondità della corsa del punzone, non dall'angolo dello stampo. I vantaggi principali della piegatura ad aria sono la sua flessibilità, che consente di formare vari angoli con un unico set di utensili, e la bassa forza richiesta. Tuttavia, questa flessibilità ha il costo di una minore precisione, in quanto è più suscettibile al ritorno elastico rispetto ad altri metodi.
- Vantaggi: Elevata flessibilità, minore tonnellaggio richiesto, allestimento più rapido.
- Usi comuni: Il metodo di piegatura più comune per la fabbricazione generale e per i prototipi in cui sono accettabili leggere variazioni angolari.
In basso
In questo metodo, il punzone preme il materiale verso il basso fino al contatto completo con le superfici interne dello stampo a V, costringendo il materiale a conformarsi all'angolo preciso dello stampo. La piegatura a fondo offre una migliore precisione e ripetibilità, con un minore ritorno elastico rispetto alla piegatura ad aria.
- Vantaggi: Maggiore precisione e ripetibilità rispetto alla piegatura ad aria.
- Usi comuni: Pezzi che richiedono un controllo dell'angolo più preciso di quello offerto dalla piegatura ad aria standard.
Coniatura
Si tratta di un processo ad alta precisione e ad alto tonnellaggio. Il punzone esercita una pressione estrema, stampando il materiale e costringendolo a conformarsi completamente allo stampo. Questo processo assottiglia leggermente il materiale in corrispondenza della curva ed elimina praticamente il ritorno elastico, garantendo un'elevata precisione angolare.
- Vantaggi: Massima precisione e quasi assenza di ritorno elastico.
- Usi comuni: Applicazioni che richiedono tolleranze estremamente strette, come nel settore aerospaziale o dei dispositivi medici.
Curvatura dei bordi
La piegatura dei bordi si applica quando è necessaria una piegatura sul bordo della lamiera. Questo metodo è ampiamente utilizzato per la produzione di flange e altri componenti in cui la piegatura deve essere effettuata sul bordo del materiale. Il processo prevede di solito l'utilizzo di una pressa piegatrice con uno stampo che consente di piegare il bordo mentre il resto della lamiera rimane inalterato.
- Vantaggi: Efficace per creare curve con un ampio raggio interno, evita di segnare la faccia della lamiera.
- Usi comuni: Creazione di flange sui bordi dei pannelli, rinforzo dei labbri e produzione di canali poco profondi vicino al bordo di un pezzo.
Piegatura a U
La piegatura a U è simile alla piegatura a V, ma lo stampo utilizzato ha una forma a U anziché a V come nella piegatura a V. Questa tecnica è utilizzata per la realizzazione di curve circolari, come quelle di tubi e condotte. La piegatura a U è utilizzata nella produzione di pezzi con raggi o curve ridotti ed è ideale per la produzione di pezzi di lamiera piegati che devono essere inseriti in un giunto o in un telaio.
- Vantaggi: Altamente efficiente per la formatura di pezzi con due curve parallele in un'unica operazione, garantisce un eccellente parallelismo.
- Usi comuni: Produzione di canali a U, staffe di irrigidimento e componenti del telaio che richiedono una larghezza specifica del canale.
Piegatura dei rotoli
La piegatura a rulli è il processo di piegatura della lamiera attraverso l'uso di rulli che aiutano a modellare gradualmente il materiale in una forma curva. Questa tecnica è ampiamente applicata per la realizzazione di curve ampie e lisce, come quelle utilizzate nei pezzi cilindrici o nei pannelli curvi. La piegatura a rulli è più adatta alla realizzazione di curve graduali che richiedono un raggio costante lungo la lunghezza del materiale.
- Vantaggi: Perfetta per creare curve di grande raggio senza stampi personalizzati, può formare cilindri o coni completi.
- Usi comuni: Fabbricazione di serbatoi cilindrici, tramogge coniche, pannelli architettonici curvi e tubi di grande diametro.
Materiali utilizzati nella piegatura della lamiera
Il tipo di materiale utilizzato nella piegatura delle lamiere determina in modo determinante il comportamento del materiale quando viene piegato. Alcuni dei materiali più utilizzati nella lavorazione delle lamiere sono, tra gli altri, l'acciaio dolce, l'acciaio inox e l'alluminio, tutti con caratteristiche diverse. La resistenza alla trazione e la durezza del materiale influenzano anche il tipo di utensile e la forza necessaria per eseguire una piegatura corretta. Un altro fattore da tenere in considerazione nella scelta del materiale è lo spessore del materiale da piegare. I materiali più spessi sono più rigidi e possono richiedere una forza maggiore per essere piegati; inoltre, potrebbe essere necessario modificare il raggio di curvatura. Di seguito sono riportati i confronti tra alcuni dei materiali più comunemente utilizzati nella piegatura delle lamiere:
| Materiale | Difficoltà di piegatura | Caratteristiche principali | Applicazioni comuni |
| Acciaio dolce | Facile | Duttile, conveniente, ottimo per uso generale | Parti automobilistiche, telai |
| Acciaio inox | Moderato | Alta resistenza alla trazione, resistente alla corrosione | Elettrodomestici da cucina, strumenti medici |
| Alluminio | Facile | Leggero, resistente alla corrosione, facilmente formabile | Settore aerospaziale, involucri per l'elettronica |
| Rame | Moderato | Buona conducibilità termica, morbido ma relativamente costoso | Componenti elettrici, HVAC |
| Ottone | Moderato | Resistente alla corrosione, duttile | Articoli decorativi, parti marine |
| Acciaio zincato | Moderato | Rivestito di zinco per la resistenza alla ruggine, più duro da piegare | Tetto, grondaie |
| Titanio | Duro | Estremamente resistente e leggero, costoso | Aerospaziale, impianti medici |
| Acciaio al carbonio | Facile | Alta resistenza, prezzo accessibile, ma tendenza alla ruggine | Macchinari pesanti, edilizia |
Considerazioni sulla progettazione della piegatura della lamiera
Quando si progetta un pezzo per la piegatura della lamiera si devono prendere in considerazione diversi fattori, affinché il pezzo sia funzionale e producibile. Questi fattori influenzano la fattibilità del processo di piegatura e la qualità del prodotto finale.
Raggio di curvatura
Il raggio di curvatura si riferisce al raggio interno della curva. È importante per la resistenza e l'integrità del pezzo finale. Un raggio più piccolo può portare alla rottura o alla fessurazione del materiale, perché le sollecitazioni si concentrano in quella regione. È quindi necessario scegliere il giusto raggio di curvatura per evitare tali inconvenienti.
È consigliabile che il raggio di curvatura sia almeno pari allo spessore del materiale da piegare. Ad esempio, se lo spessore della lamiera è di 1 mm, il raggio di curvatura non deve essere inferiore a 1 mm. In questo modo si assicura che il metallo possa piegarsi senza rompersi o ottenere una forma sbagliata che non è richiesta. Esiste una formula standard che può essere utilizzata per determinare il raggio di curvatura ed è la seguente:
Raggio di curvatura = spessore del materiale × K
In questo caso, K è una costante basata sul tipo di materiale (di solito è compresa tra 0,8 e 1,5). Per i materiali più morbidi, come l'alluminio, si usa una costante piccola, mentre per i materiali più duri, come l'acciaio, si usa una costante grande. Per maggiori dettagli su scegliere il giusto raggio di curvatura della lamiera, potete cliccare per leggere il post!

Ritorno a molla
Il ritorno elastico è la tendenza del materiale a ritornare alla sua forma originale dopo essere stato piegato. Questo perché metalli come l'acciaio e l'alluminio sono materiali elastici e hanno la capacità di riacquistare la loro forma originale una volta che la forza applicata per piegarli viene rilasciata. Anche il ritorno elastico deve essere considerato nella progettazione, perché il pezzo finale potrebbe avere un angolo inferiore al valore di progetto.
Per ridurre al minimo il ritorno elastico, uno dei metodi consiste nel piegare il materiale leggermente più dell'angolo richiesto, in quanto il materiale cercherà di tornare alla sua posizione originale. Il grado di sovrapiegatura necessario dipende dal tipo di materiale, dallo spessore del materiale e dall'angolo di piegatura. Ad esempio, se si desidera piegare il materiale a 90 gradi, è possibile piegarlo a 92 gradi e poi consentire al ritorno elastico di correggere l'angolo a 90 gradi. È consigliabile eseguire delle piegature di prova per stabilire la quantità di ritorno elastico da prevedere prima della produzione finale. Inoltre, alcuni metodi come la piegatura ad aria o il bottoming possono essere utilizzati per ridurre il ritorno elastico e quindi avere un migliore controllo delle dimensioni finali del prodotto.
Indennità di curvatura
Il margine di piegatura è la lunghezza extra di materiale necessaria per consentire l'allungamento o la compressione che si verifica quando la lamiera viene piegata. Nel processo di piegatura, la superficie interna del materiale è soggetta a una forza di compressione, mentre la superficie esterna è soggetta a una forza di trazione. Questo cambiamento nella forma del materiale influisce sulla lunghezza totale del pezzo e questo aspetto deve essere considerato per ottenere le dimensioni corrette.
Il margine di curvatura è un fattore importante che deve essere determinato correttamente per garantire che i pezzi si adattino bene durante l'assemblaggio. Se il margine di curvatura è sbagliato, i pezzi saranno troppo lunghi o troppo corti e ciò comporterà spazi vuoti, disallineamenti o scarso adattamento. Ciò può causare problemi di assemblaggio o difetti nel prodotto finale, che possono essere molto costosi e lunghi da correggere.
Per calcolare l'indennità di piega, è possibile utilizzare la seguente formula:

Dove:
- Raggio si riferisce al raggio interno della curva.
- Spessore del materiale è lo spessore della lamiera.
- Angolo è l'angolo della curva in gradi.
Questa formula è utile per determinare la lunghezza extra necessaria per una particolare piegatura, utile quando si creano modelli piatti o li si espande per il taglio. Per coloro che non hanno familiarità con la tolleranza di piegatura, esistono calcolatori e tabelle di piegatura online che possono essere di aiuto. Questi strumenti contengono spesso delle costanti del materiale (ad esempio, il fattore K) che possono variare a seconda del materiale. È consigliabile verificare con il fornitore del materiale il giusto fattore K per evitare di commettere errori nei calcoli.
Se lavorate con un'officina professionale di lamiere, questi calcoli saranno spesso gestiti per voi, permettendovi di concentrarvi sul progetto mentre gli esperti si occupano dei dettagli.
Deduzione di curva
La deduzione di piega è la quantità di materiale che viene rimossa dalla lunghezza del modello piatto quando il materiale viene piegato. Una corretta deduzione di piega aiuta a ottenere le dimensioni corrette del pezzo e ad evitare sprechi di materiale nella piega. Il raggio di curvatura è solitamente determinato dal raggio di curvatura e dallo spessore del materiale da piegare. In generale, più grande è il raggio di curvatura e più spesso è il materiale, maggiore è la deduzione necessaria. La formula per la deduzione di curvatura è:

Questa formula consente di determinare la quantità di materiale da rifilare per garantire che il pezzo abbia le dimensioni corrette. Durante la progettazione, è importante considerare il numero di curve di un pezzo. Ogni piega influisce sulla lunghezza, quindi per i pezzi che hanno più di una piega, le deduzioni devono essere regolate per garantire che non ci siano variazioni. La conoscenza della deduzione delle curve aiuta a garantire che il progetto creato sia corretto e possa essere prodotto senza problemi.
Fattore K
Il fattore K è un coefficiente cruciale utilizzato per calcolare con precisione la lunghezza del modello piatto di un pezzo piegato. Durante una piegatura, il materiale interno si comprime mentre quello esterno si allunga. L'asse neutro è un piano immaginario all'interno del materiale che non fa nessuna delle due cose.
Il fattore K definisce la posizione dell'asse neutro. È un rapporto tra la distanza dalla faccia interna all'asse neutro (t) e lo spessore totale del materiale (T):
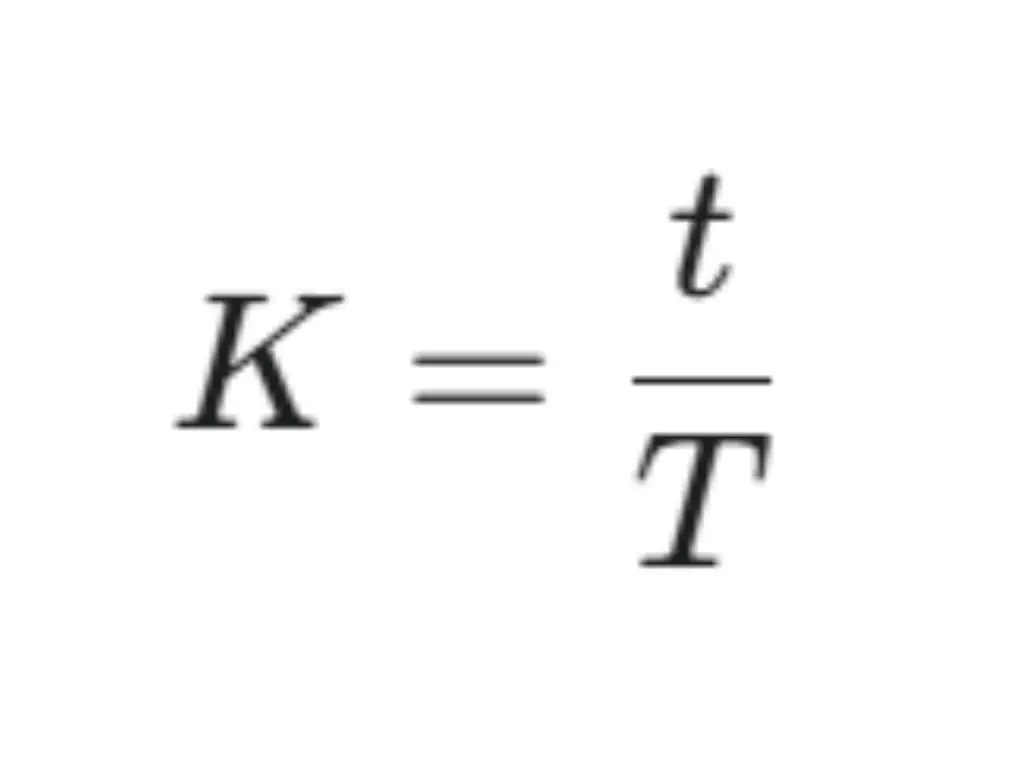
L'uso del fattore K corretto è essenziale per calcolare la tolleranza di piegatura e la deduzione di piegatura. Un valore errato porta a modelli piatti di dimensioni sbagliate, causando costosi fallimenti di assemblaggio e sprechi di materiale.
Anche se il fattore K più preciso si ottiene con le prove, la tabella seguente fornisce i valori iniziali standard del settore in base al materiale e al rapporto raggio di curvatura interno (Ri)/spessore (T).
| Tipo di materiale | Curva Raggio (Ri) e rapporto di spessore (T) | Fattore K (avvio Valore) |
| Rame morbido, ottone morbido | Ri < T | 0.35 |
T ≤ Ri ≤ 3T | 0.40 | |
Ri > 3T | 0.45 | |
| Alluminio e leghe | Ri < T | 0.38 |
T ≤ Ri ≤ 3T | 0.42 | |
Ri > 3T | 0.48 | |
| Acciaio dolce, acciaio inox | Ri < T | 0.42 |
T ≤ Ri ≤ 3T | 0.46 | |
Ri > 3T | 0.50 |
Nota importante: Questi valori sono stime per la progettazione iniziale. Per i componenti di alta precisione, eseguire sempre una piegatura di prova per verificare l'esatto fattore K per il materiale e la configurazione specifici. Il fattore K è influenzato anche da altri fattori, come il metodo di piegatura (ad esempio, Air Bending o Coining) e la durezza del materiale.
Lunghezza minima della flangia
Le flange sono le porzioni estese di un pezzo di lamiera, tipicamente formate sui bordi durante la piegatura. La lunghezza minima della flangia è la lunghezza minima necessaria affinché il metallo si estenda correttamente oltre la linea di piegatura senza compromettere la resistenza del pezzo. Se la lunghezza della flangia è troppo corta, il pezzo potrebbe non adattarsi saldamente allo stampo e potrebbe deformarsi o incrinarsi durante il processo di piegatura.
Per i materiali sottili (1-2 mm), la lunghezza minima della flangia è solitamente pari a 2 volte lo spessore del materiale. Per i materiali più spessi, in particolare quelli di 5 mm e oltre, può essere necessaria una lunghezza pari a 3 volte lo spessore o anche superiore. Una flangia più lunga è utile per garantire che il pezzo sia abbastanza robusto da resistere alle forze che vengono esercitate su di esso durante l'uso. Inoltre, gli angoli di piegatura più stretti possono richiedere flange più lunghe per evitare sollecitazioni o distorsioni eccessive del materiale. È inoltre importante notare che la lunghezza della flangia dipende dall'attrezzatura utilizzata per la piegatura e la manipolazione del materiale.
Sequenza di piegatura
La sequenza delle piegature ha un impatto diretto sul pezzo finale. La sequenza di piegatura deve essere determinata correttamente in modo che non vi siano interferenze tra le curve e che il materiale non venga distorto. In generale, le piegature dovrebbero iniziare dagli angoli più grandi o dalle sezioni più esterne, seguite dalle sezioni più piccole o interne. Questo per evitare ulteriori deformazioni dei pezzi piegati e per ottenere precisione. Tuttavia, è fondamentale tenere conto dello spessore del materiale, degli angoli di piegatura e della capacità della macchina. Una corretta sequenza aiuta anche a controllare la distribuzione delle sollecitazioni, a ridurre il ritorno elastico e ad aumentare la qualità del prodotto finale, migliorando al contempo il processo di produzione.
Distanza tra i fori e i bordi della curva
Nella progettazione di curve in lamiera, la distanza tra i fori e i bordi della curva è fondamentale per determinare la funzionalità del progetto e la facilità di produzione dello stesso. Se i fori sono troppo vicini alla piegatura, il materiale potrebbe deformarsi, provocando crepe o disallineamenti. Questo può causare un cambiamento nella forma e nella struttura del pezzo, oltre che nel suo aspetto. D'altra parte, lasciare uno spazio sufficiente aiuta a evitare la distorsione e quindi i fori non vengono influenzati dal processo di piegatura. La distanza ideale è determinata anche dal tipo di materiale, dallo spessore e dal raggio di curvatura del materiale da piegare. Nella maggior parte dei casi, è consigliabile mantenere una distanza di 1,5 volte lo spessore del materiale dal bordo di piegatura al foro. Questo riduce la possibilità di danneggiare i fori e garantisce che il pezzo possa essere piegato come desiderato. La posizione dei fori e delle piegature è fondamentale nella progettazione di parti in lamiera per ottenere i migliori risultati.

Distanza tra le curve
La distanza tra le curve deve essere calcolata con attenzione. In questo modo si evita la sovrapposizione del materiale, che potrebbe causare distorsioni o piegature di scarsa qualità. Un'adeguata spaziatura consente inoltre di piegare il materiale come desiderato senza alcuna ostruzione. Inoltre, consente di ottenere angoli precisi. La distanza di piegatura necessaria dipende dallo spessore del materiale, dal raggio di curvatura richiesto e dalla complessità del progetto. Nel caso di materiali sottili, le curve possono essere realizzate più vicine l'una all'altra, mentre nel caso di materiali spessi è necessario lasciare uno spazio considerevole tra le curve. L'interferenza tra le curve può verificarsi a causa della mancanza di spazio e ciò influisce sulla qualità del pezzo.
Per garantire che tutte queste considerazioni progettuali siano chiaramente comunicate alla produzione, i disegni devono sempre dimensionare le lunghezze delle flange a partire dalle superfici esterne del pezzo. Allo stesso tempo, è necessario specificare esplicitamente il raggio di curvatura interno di ciascuna curva, che è direttamente correlato all'attrezzaggio di produzione.
Ottimizzare la progettazione della piegatura della lamiera per ottenere costi e qualità: Un punto di vista da insider
Al di là delle regole di progettazione di base, la vera ottimizzazione collega le scelte progettuali direttamente al loro impatto sulla fabbrica. Trasformare un'idea in un pezzo economico e di alta qualità significa progettare per la realtà della produzione.
Fattori chiave dei costi di piegatura
Il costo di un progetto è direttamente collegato al suo tempo di produzione. I pezzi più convenienti danno la priorità all'efficienza produttiva. Ciò si ottiene utilizzando raggi di curvatura uniformi e curve unidirezionali ogni volta che è possibile, il che elimina la necessità di cambiare gli utensili e di riorientare i pezzi. Inoltre, l'applicazione di tolleranze strette solo nei casi critici migliora la resa. Una pratica fondamentale è mantenere fori e ritagli a una distanza di sicurezza dalle linee di piegatura (almeno 2,5 volte lo spessore del materiale) per evitare distorsioni e la necessità di costose operazioni secondarie.
Curvatura per finiture cosmetiche di alta gamma
Per le custodie di qualità superiore, la finitura finale è importante quanto l'accoppiamento e il processo di piegatura influisce direttamente sui risultati estetici. La scelta del materiale è fondamentale; ad esempio, l'alluminio 5052 offre una finitura più uniforme per l'anodizzazione rispetto al 6061 dopo la formatura. Per ottenere una superficie impeccabile sui materiali spazzolati o specchiati sono necessari stampi speciali antitaglio e pellicole protettive durante il processo di piegatura per evitare graffi.
Un focus sulla progettazione per la produzione (DFM)
I progetti di maggior successo adottano i principi del Design for Manufacturing (DFM) fin dall'inizio. L'analisi precoce di un progetto può sbloccare miglioramenti significativi. Ad esempio, è possibile valutare la fattibilità di geometrie complesse e impiegare metodi economici come la formatura a urto per creare grandi raggi senza utensili personalizzati. Inoltre, i progetti dei giunti possono essere ottimizzati per migliorare la resistenza e l'estetica delle saldature successive. Un approccio incentrato sulla DFM garantisce che l'intento progettuale originale sia realizzato in modo efficiente e con i massimi standard.
TZR: Azienda di lavorazione della lamiera piegata
Noi di TZR siamo specializzati in fabbricazione di lamiereoffrendo soluzioni personalizzate per la vostra piegatura, taglio, e assemblea esigenze. Con oltre un decennio di esperienza, utilizziamo tecnologie avanzate e ingegneri qualificati per garantire che ogni pezzo risponda alle vostre esatte specifiche. Per supportare i progetti fin dall'idea iniziale, il nostro team interno di 'Design for Manufacturing (DfM)', composto da artigiani senior, fornisce un'analisi DFM esperta per gestire la progettazione, la prototipazione, la produzione e la finitura dei vostri prodotti.
Per qualsiasi esigenza di piegatura o taglio, TZR offre soluzioni affidabili e convenienti che soddisfano le vostre esigenze di progetto. Contattateci oggi stesso e lasciate che vi aiutiamo a trasformare la vostra visione in realtà con i nostri servizi di fabbricazione di lamiere.