
Le découpage de tôles est l'un des procédés les plus courants dans la fabrication des métaux. Il consiste à découper des tôles plates en formes précises en vue d'un formage ou d'un assemblage ultérieur. Ce procédé est rapide, cohérent et abordable. C'est pourquoi il est idéal pour produire de nombreuses pièces identiques.
Ces dernières années, les fabricants ont exigé des tolérances plus étroites et des bords plus nets. Ce besoin a entraîné des améliorations dans la technologie du découpage. Les presses mécaniques traditionnelles sont toujours utilisées, mais les systèmes de précision et à servomoteur sont de plus en plus populaires. Avant d'examiner ces nouvelles méthodes, il convient de comprendre ce qu'est le découpage et comment il fonctionne.

Qu'est-ce que le découpage de tôle ??
Le découpage de tôles est un procédé de découpe à froid qui permet de façonner une tôle plate à l'aide d'un poinçon et d'une matrice. La partie découpée - l'ébauche - devient la pièce finie. Les restes de la tôle sont généralement recyclés.
Il ressemble à poinçonnagemais l'objectif est différent :
- Mise à blanc : la pièce découpée est la partie finale.
- Poinçonnage : la feuille restante avec des trous est utilisée.
Le découpage permet de produire des bords lisses et des dimensions précises en un seul coup de presse. Il permet également de conserver la solidité du métal, car il n'y a pas de chaleur.
Ce procédé fonctionne généralement avec des tôles d'une épaisseur comprise entre 0,5 et 5 mm, bien que des machines spéciales puissent traiter des matériaux plus épais. Les matériaux courants sont l'acier doux, l'acier inoxydable, l'aluminium, le laiton et le cuivre.
Fonctionnement du processus de suppression?
Le découpage est une opération de coupe contrôlée. Chaque étape affecte la qualité de l'arête, la durée de vie de l'outil et la vitesse de production.
Étape 1. Préparation du matériel
Le choix du bon matériau est la première étape. Les propriétés telles que la résistance à la traction, la ductilité et la direction du grain influencent la façon dont la tôle est coupée. Les tôles sont généralement aplaties et nettoyées avant d'être traitées. L'élimination de l'huile, de la saleté ou de l'accumulation d'oxyde permet d'éviter l'usure de l'outil et les bords irréguliers.
Étape 2. Configuration de l'outil
Les principaux outils sont le poinçon, la matrice, la plaque d'arrachage et les goupilles de guidage. Le jeu entre le poinçon et la matrice est essentiel. Il détermine la propreté de la coupe et la durée de vie des outils.
La règle générale pour l'acier doux est la suivante
Dégagement = 5-10% × épaisseur de la feuille
Pour les matériaux plus durs comme l'acier inoxydable, utilisez un jeu légèrement plus grand (8-12%) pour réduire l'usure de l'outil.
Étape 3. Serrage et alignement
Avant la découpe, la feuille doit être fermement serrée et alignée. Dans les installations manuelles, les opérateurs utilisent des butées et des goupilles de positionnement. Dans les systèmes automatisés, des servomoteurs déplacent la bande en position pour chaque course.
L'alignement précis garantit que chaque ébauche est coupée au bon endroit. Cela améliore l'utilisation du matériau et évite les déchirures.
Étape 4. Course de coupe
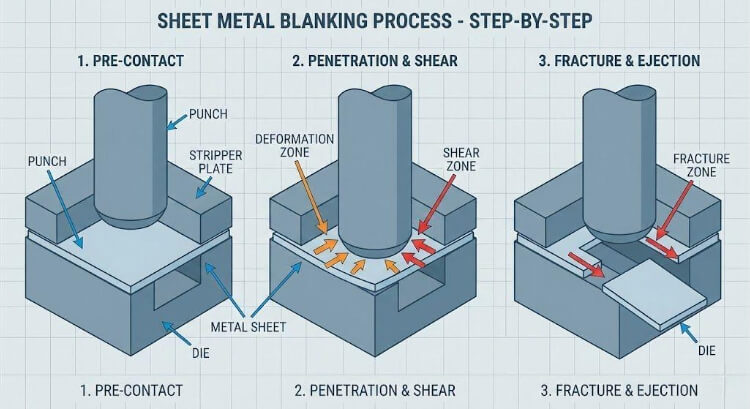
Une fois la presse mise en marche, le poinçon s'enfonce dans le métal. L'action de coupe se déroule en trois étapes :
- Déformation élastique - La feuille se plie légèrement.
- Déformation plastique - Le métal commence à se cisailler.
- Fracture - Le blanc se sépare de la feuille.
Étape 5. Inspection et enlèvement des déchets
Après la découpe, les pièces brutes sont contrôlées pour vérifier la précision des dimensions, la hauteur des bavures et la planéité des arêtes. Les systèmes automatisés utilisent souvent l'inspection par laser ou par vision pour mesurer les pièces directement sur la ligne de production.
Principes de base de la conception d'outils
Une matrice de découpe est plus qu'un outil de coupe - c'est un système de précision qui définit la façon dont la feuille se sépare.
Un jeu de matrices typique comprend les éléments suivants :
- Set de poinçons et de matrices - façonne le vide.
- Plaque de décapage - retire la partie coupée du poinçon.
- Goupilles et bagues de guidage - maintenir l'alignement de l'ensemble pendant l'opération.
Géométrie des poinçons et matrices
La forme du poinçon définit l'ébauche finale, tandis que l'ouverture de la matrice permet le dégagement. Des arêtes vives permettent des coupes plus douces. Le jeu détermine la proportion du bord qui devient une zone soyeuse et brunie par rapport à une zone rugueuse et fracturée.
Matériaux et revêtements des outils
Les matériaux couramment utilisés pour les outils sont le D2, le SKD11 et le carbure de tungstène. Pour les métaux durs comme l'acier inoxydable ou le titane, les revêtements tels que TiN ou AlCrN peuvent prolonger la durée de vie de l'outil de deux à trois fois.
Lubrification et refroidissement
La lubrification réduit les frottements et maintient une surface lisse. Les systèmes automatisés utilisent des pulvérisateurs ou des rouleaux pour une couverture uniforme. Une bonne lubrification réduit également la chaleur de l'outil, ce qui contribue à maintenir l'affûtage des arêtes.
Types d'opérations de suppression
Le découpage se présente sous plusieurs formes en fonction de la conception de la pièce, du volume et de la méthode de production. Le choix de la bonne solution permet d'équilibrer le coût et la qualité de la production.
Blanking conventionnel
Il s'agit de la méthode la plus simple. Un coup de poinçon suffit pour découper l'ébauche à partir de la feuille. Elle est rapide et abordable, ce qui la rend idéale pour les pièces de précision moyenne telles que les supports, les rondelles et les couvercles. Tolérance typique : ±0,05-0,1 mm, en fonction du matériau et de la configuration du jeu.
Découpage progressif
Dans cette méthode, la bande de tôle passe par plusieurs étapes au sein d'une même matrice. Chaque station effectue une action - telle que le perçage ou le formage - jusqu'à ce que la pièce soit entièrement réalisée à la dernière étape. Cette méthode convient parfaitement à la production de gros volumes alimentés par bobine et permet de produire une pièce toutes les secondes.
Découpage de matrices composées
Les matrices composées réalisent le découpage et le perçage dans la même course. Cette action de coupe équilibrée permet d'obtenir une excellente planéité et une grande précision dimensionnelle. Ils sont couramment utilisés pour les brides, les tôles de moteur et les rondelles de précision.
Bande continue
Ici, une bobine de métal continue passe à travers la matrice, coupant une ou plusieurs pièces par course. Cette approche améliore l'efficacité et minimise les déchets, en particulier dans les clips automobiles, les terminaux électriques et les connecteurs.
Opérations combinées et secondaires
Le découpage peut être combiné avec le pliage, le gaufrage ou le monnayage dans une seule installation. Cette méthode transforme un simple processus de découpe en une production de pièces presque finies, ce qui permet de gagner du temps et d'améliorer la planéité.
Matériaux utilisés pour le découpage
| Matériau | Caractéristiques | Dégagement recommandé | Applications courantes |
| Acier doux | Facile à former et rentable | 5-8% t | Supports, panneaux |
| Acier inoxydable | Solide et résistant à la corrosion | 7-10% t | Articles de cuisine, pièces médicales |
| Aluminium | Léger et doux ; peut adhérer aux outils | 8-12% t | Boîtiers, dissipateurs de chaleur |
| Cuivre / Laiton | Coupe conductrice et propre | 6-9% t | Connecteurs électriques |
Le choix du bon matériau permet de préserver la qualité des arêtes et la durée de vie de l'outil. Les métaux ne se comportent pas tous de la même manière sous pression, il faut donc ajuster le jeu et la force de pressage.
Conseil de qualité : Pour les matériaux fragiles tels que l'acier inoxydable 304, alignez le sens du grain sur la coupe la plus courte afin de réduire l'arrachement des arêtes.
Épaisseur et force
La plupart des presses traitent des feuilles d'une épaisseur comprise entre 0,5 et 6 mm. Les feuilles plus épaisses nécessitent une force plus importante, estimée à :
F=L×t×τ
Exemple :
Pour une tôle en acier inoxydable de 2 mm d'épaisseur avec un périmètre de 150 mm et une résistance au cisaillement de 600 N/mm² :
F=150×2×600=180,000N=180kN
Avantages et limites
Le découpage de tôles est connu pour sa rapidité, sa précision et son faible coût dans le cadre d'une production en grande série. Cependant, comme tout processus, il a ses limites. Comprendre ces deux aspects permet aux ingénieurs de choisir la bonne approche pour chaque projet.
Avantages
Haute précision dimensionnelle
Les presses à découper modernes peuvent atteindre des tolérances de ±0,05 mm ou mieux avec des matrices bien usinées. Un jeu stable et des bâtis de presse solides permettent d'obtenir une qualité constante sur des milliers de cycles, ce qui rend le découpage idéal pour les travaux à tolérances serrées dans les secteurs de l'automobile ou de l'électronique.
Excellente répétabilité et rapidité
Une fois la matrice mise en place, chaque course produit un double de la dernière pièce. Les temps de cycle inférieurs à une seconde sont la norme dans les systèmes progressifs alimentés par bobine. Cette répétabilité est l'une des principales raisons pour lesquelles le découpage reste au cœur des lignes d'emboutissage à grande vitesse dans le monde entier.
Faible coût par unité à l'échelle
Si la fabrication d'outils peut représenter jusqu'à 40% du coût initial du projet, le prix par pièce diminue rapidement à mesure que la production augmente. Pour des volumes de production supérieurs à 50 000 pièces, le découpage coûte souvent 30 à 50% de moins par pièce que la découpe laser ou l'usinage.
Utilisation efficace des matériaux
Une bonne conception de la matrice permet d'atteindre une utilisation de 90-95% de la feuille. Les déchets sont faciles à recycler et les systèmes d'enlèvement automatisés permettent de réduire les déchets et d'améliorer le développement durable.
Procédé à froid - Pas de dommages causés par la chaleur
Le découpage à blanc coupe le métal mécaniquement et non thermiquement. Cela permet d'éviter la formation d'une zone affectée thermiquement (ZAT) et de conserver la résistance et l'état de surface du matériau, ce qui réduit la nécessité d'un polissage ou d'un recuit supplémentaire.
Limites
Coût élevé de l'outillage et de la mise en place
Les matrices complexes sont coûteuses à concevoir et à usiner. Pour les petits lots ou les prototypes, l'investissement est souvent supérieur aux avantages.
Flexibilité limitée de la conception
Chaque matrice est conçue pour une seule forme. Même de petites modifications de la conception peuvent nécessiter un nouvel outillage ou un nouveau travail, ce qui augmente les temps d'arrêt et les coûts.
Bavures et déformation des bords
Le découpage standard laisse souvent des bavures d'une hauteur de 0,03 à 0,08 mm. Un mauvais dégagement ou des outils émoussés peuvent aggraver la situation et nécessiter un traitement ultérieur.
Usure et entretien des outils
Les arêtes des outils s'émoussent avec le temps. La coupe d'acier inoxydable ou de matériaux galvanisés use les outils 20-30% plus rapidement que l'acier doux. Un affûtage régulier et des contrôles d'alignement sont essentiels pour maintenir la précision.
Bruit et vibrations
Les presses mécaniques peuvent atteindre des niveaux sonores supérieurs à 85 dB, de sorte que les opérateurs ont souvent besoin d'une protection auditive ou d'une enceinte insonorisée.
Problèmes de qualité courants et comment les optimiser
Même avec une installation stable, les performances du découpage peuvent diminuer en raison de l'usure de l'outil, d'un mauvais alignement ou d'une irrégularité du matériau. La détection précoce des problèmes permet de maintenir une qualité constante et de réduire les déchets.
1. Formation de la loupe
Cause :
Jeu trop important, poinçons émoussés ou lubrification insuffisante.
Fixer :
- Maintenir l'espace libre à 6-10% de l'épaisseur de la tôle.
- Réaffûter les outils tous les 100 000 à 200 000 coups.
- Utiliser des micro-lubrifications ou des revêtements à film sec.
- Appliquez des revêtements TiCN ou AlCrN lorsque vous travaillez avec de l'acier inoxydable.
2. Usure et désalignement des matrices
Cause :
Mauvais alignement ou charge inégale lors de cycles répétés.
Fixer :
- Vérifier quotidiennement l'alignement à l'aide de goupilles ou de chevilles.
- Ajouter des capteurs de charge pour surveiller les forces déséquilibrées.
- Utiliser des plaquettes en carbure ou SKD11 pour les courses plus longues.
- Suivre la durée de vie des matrices et établir des calendriers d'entretien.
3. Déformation des matériaux et laminage des bords
Cause :
Feuilles minces se pliant sous l'effet de la pression, d'une force excessive ou d'un faible décollement.
Fixer :
- Régler la pression de la plaque d'éjection.
- Soutenez les grands espaces à l'aide de tampons.
- Vitesse de course plus faible pour l'aluminium fin.
- Utilisation découpage fin ou des systèmes à vide pour les feuilles d'une épaisseur inférieure à 0,5 mm.
4. Dérive dimensionnelle
Cause :
L'usure de l'outil, les changements de température ou l'épaisseur inégale du matériau.
Fixer :
- Utilisez l'inspection optique en ligne pour un retour d'information en temps réel.
- Ajustement automatique du jeu dans les servopresses.
- Enregistrez le nombre de coups pour planifier le réaffûtage.
5. Rayures de surface et mauvaise lubrification
Cause :
Lubrification insuffisante ou débris coincés entre la feuille et la matrice.
Fixer :
- Utiliser un rouleau ou un brouillard de lubrification pour obtenir un revêtement uniforme.
- Nettoyer fréquemment les outils pour éliminer les copeaux.
- Utiliser des décapants à l'uréthane pour les pièces décoratives ou en acier inoxydable brossé.
Applications dans tous les secteurs d'activité
Le découpage de tôles joue un rôle essentiel dans les industries qui dépendent de la précision, de la légèreté et de la régularité des pièces métalliques. Parce qu'elle associe une grande précision à une grande vitesse, elle comble le fossé entre le prototypage et la production à grande échelle.
Ingénierie automobile
L'industrie automobile fait largement appel au découpage pour produire des plaques arrière de plaquettes de frein, des disques d'embrayage, des supports de siège, des antivols de direction et des maillons de suspension. Les lignes progressives peuvent atteindre une vitesse de 200 coups par minute, ce qui permet de créer des centaines de pièces identiques à partir d'une seule bobine.
Le découpage fin est particulièrement apprécié pour les pièces qui doivent répondre à des normes strictes de sécurité et de performance. Il produit des bords lisses et entièrement cisaillés qui améliorent la résistance à la fatigue et réduisent le bruit et les vibrations dans les assemblages de freins.
Électronique et équipement électrique
En électronique, la précision et la conductivité sont des priorités absolues. Le découpage est utilisé pour fabriquer des tôles de moteur, des cadres de blindage, des bornes et des plaques de contact en cuivre et en laiton. Ces matériaux nécessitent un contrôle dimensionnel rigoureux pour garantir des performances électriques fiables.
Les servopresses modernes peuvent découper des feuilles minces de moins de 0,3 mm pour des capteurs et des connecteurs miniatures, avec des tolérances de ±0,03 mm.
Coffrets pour appareils ménagers et industriels
Les fabricants d'unités CVC, d'appareils d'éclairage et de panneaux de commande utilisent le découpage pour créer des panneaux plats, des supports et des cadres. Les bords lisses et sans bavures permettent d'accélérer l'assemblage et d'assurer l'étanchéité des pièces assemblées.
Les systèmes automatisés d'alimentation et d'empilage des bobines permettent une production 24 heures sur 24, ce qui stimule la productivité tout en réduisant les coûts de main-d'œuvre.
Systèmes aérospatiaux et énergétiques
Les secteurs de l'aérospatiale et des énergies renouvelables exigent le rapport résistance/poids le plus élevé.
Le découpage est utilisé pour former des supports en titane, des colliers en acier inoxydable et des plaques de batterie pour véhicules électriques, où la précision et la netteté des bords sont essentielles.
Les presses asservies permettent de contrôler la force de coupe et d'éviter les microfissures, ce qui garantit que les pièces répondent à des normes de fiabilité strictes.

Conclusion
Le découpage de la tôle reste l'une des méthodes de découpe les plus fiables et les plus rentables de la fabrication moderne. Sa capacité à produire des millions de pièces identiques avec un minimum de déchets la rend essentielle pour les industries qui exigent à la fois qualité et rapidité.
Les presses d'aujourd'hui, équipées de servocommandes et de capteurs, apportent une nouvelle précision au processus. Grâce à des fonctions telles que la surveillance en temps réel, l'ajustement automatique de la charge et les modes d'économie d'énergie, le découpage est devenu un système de fabrication innovant, piloté par les données.
Vous recherchez un fournisseur capable de produire des pièces de tôlerie de haute précision à grande échelle ? Chez TZR, notre équipe est spécialisée dans le découpage par servopresse, l'outillage de précision et les lignes de production automatisées alimentées par bobine - conçues pour répondre à vos exigences en matière de tolérance, de finition et de livraison. Envoyez-nous vos dessins ou spécifications dès aujourd'huiNos ingénieurs les examineront dans les 24 heures afin de fournir un devis personnalisé et des suggestions DFM.
FAQ
Quelle est la différence entre le blanking et le stamping ?
Le découpage est une opération spécifique de l'emboutissage. Elle consiste à découper une forme, alors que l'emboutissage peut également inclure le pliage ou le formage.
Quelle est la différence entre le découpage et la découpe laser ?
La découpe au laser est excellente pour les petites séries ou les pièces personnalisées. Le découpage à blanc est toutefois plus rapide, plus reproductible et moins coûteux pour les grands volumes. En outre, elle ne provoque pas de dommages dus à la chaleur.
Quels sont les matériaux couramment utilisés pour le découpage ?
L'acier doux, l'acier inoxydable, l'aluminium, le cuivre et le laiton sont les plus courants. Chaque matériau nécessite son propre réglage de jeu et son propre type de lubrification.
Comment les fabricants peuvent-ils améliorer leur efficacité ?
L'adoption de servopresses, l'optimisation de l'imbrication et la mise en œuvre d'une maintenance prédictive peuvent améliorer la productivité et prolonger la durée de vie des outils.


