Oui, il est possible de revêtir l'aluminium d'un revêtement en poudre. C'est d'ailleurs l'un des meilleurs moyens de donner à ce métal léger des performances durables et un aspect propre. De nombreux fabricants, architectes et ingénieurs choisissent le thermolaquage parce qu'il donne à l'aluminium une finition résistante, uniforme et respectueuse de l'environnement.
De nombreuses entreprises sont confrontées à des revêtements qui se décolorent, s'écaillent ou se corrodent en quelques années seulement. La peinture en poudre réduit ces problèmes en formant une couche continue qui protège le métal des rayons UV, de l'humidité et des chocs. Elle y parvient sans utiliser de solvants ou de métaux lourds.
Lorsque le processus est effectué correctement, une pièce en aluminium revêtue par poudre peut conserver sa couleur et sa brillance pendant 10 à 15 ans à l'extérieur. La surface reste lisse et résistante à la corrosion. Cette finition est donc un bon choix pour les cadres de fenêtres, les boîtiers électriques, les garnitures automobiles et les équipements industriels.

Qu'est-ce que le revêtement par poudre et comment fonctionne-t-il ??
Le revêtement par poudre est un méthode de finition à sec qui utilise l'électricité statique et la chaleur pour lier une couche de poudre à la surface du métal. La poudre fond et fusionne en un film lisse. Elle ne dépend pas de l'évaporation du solvant comme la peinture liquide.
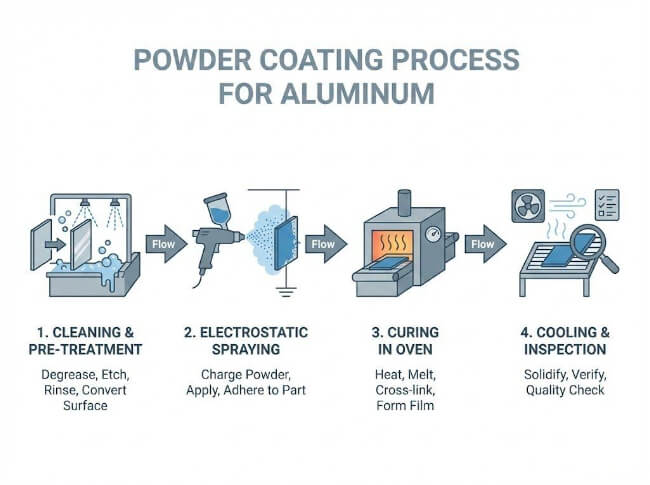
Voici le processus de base :
- Application électrostatique
Le pistolet de pulvérisation charge la poudre. L'aluminium mis à la terre attire les particules chargées. - Polymérisation par la chaleur
La pièce est placée dans un four à 160-200 °C (320-390 °F) pendant 10-20 minutes. La poudre fond, s'écoule et forme une couche stable. - Refroidissement
La pièce se refroidit et le revêtement devient une coque solide et durable.
Il existe deux types de poudre :
- Poudres thermodurcissables forment des liaisons permanentes lorsqu'ils sont durcis. Ils ne fondent plus. Ils conviennent parfaitement aux besoins de haute performance.
- Poudres thermoplastiques se ramollissent à la chaleur et durcissent lorsqu'ils sont refroidis. Ils sont utiles pour les revêtements plus épais ou flexibles.
La peinture en poudre crée généralement une couche plus épaisse que la peinture liquide. La plupart des revêtements mesurent entre 60 et 120 µm. Ce procédé évite les coulures de peinture et ne dégage aucun COV, ce qui le rend plus sûr pour l'homme et l'environnement.
Pourquoi l'aluminium fonctionne bien avec la peinture en poudre?
L'aluminium s'associe naturellement au revêtement en poudre. Il présente plusieurs qualités qui permettent au revêtement d'adhérer fermement et d'être performant.
- Base d'oxyde naturel
L'aluminium forme une fine couche d'oxyde qui combat la corrosion. Après le nettoyage et le prétraitement, cette couche permet une forte adhérence. De nombreux tests montrent des forces d'adhérence supérieures à 5 MPa. - Bonne conductivité thermique
L'aluminium répartit uniformément la chaleur. Cela permet à la pièce de durcir sans points chauds ni changements de couleur. Le métal reste stable à la température de polymérisation de 160-200 °C. - Structure solide mais légère
Le revêtement par poudre augmente la dureté de la surface jusqu'à 2H-3H sur l'échelle du crayon. Il améliore également la résistance aux UV. Grâce à ces avantages, l'aluminium revêtu convient aux applications marines, extérieures et à haute température. - Nombreuses options de conception
Le processus offre des milliers de couleurs, de niveaux de brillance et de textures de surface. Les concepteurs peuvent facilement choisir des finitions mates, satinées, métalliques ou rugueuses.
Préparation essentielle de la surface de l'aluminium
La préparation de la surface influe en grande partie sur la qualité du revêtement final. Une surface propre et active permet à la poudre d'adhérer uniformément et empêche l'écaillage, la formation de bulles ou de points faibles.

Dégraissage et nettoyage
Les opérateurs éliminent l'huile, les empreintes digitales et les salissures d'usinage à l'aide d'un nettoyant alcalin ou légèrement acide. Un rinçage à l'eau déminéralisée suit. Les formes complexes peuvent nécessiter un nettoyage par ultrasons pour atteindre les coins les plus étroits.
Gravure ou abrasion légère
Une légère attaque à l'acide, ou grenaillage, élimine l'ancienne couche d'oxyde et ajoute de minuscules marques rugueuses. Ces marques aident la poudre à adhérer au métal. Cette étape révèle également les défauts mineurs, ce qui permet aux ouvriers de les corriger avant de procéder au revêtement.
Revêtement de conversion
Une fine couche chimique améliore la résistance à la corrosion et l'adhérence. Les systèmes modernes utilisent souvent des traitements au zirconium ou au silane à la place des chromates. Ces options offrent des performances similaires et permettent d'éviter les déchets dangereux.
Séchage et inspection
La pièce doit être aride. Toute humidité peut créer des piqûres pendant le durcissement. Les ouvriers vérifient les pièces sous une lumière vive pour s'assurer que la surface est propre et plane avant la pulvérisation.
Pas à pas : Le processus de revêtement par poudre pour l'aluminium
Le revêtement par poudre de l'aluminium suit une série d'étapes contrôlées. Chaque étape permet au revêtement de bien adhérer et de rester durable.
1. Préparation de la surface
La surface de l'aluminium est nettoyée, gravée et séchée. On obtient ainsi une base propre et conductrice qui retient bien la poudre. Une surface bien préparée peut atteindre une force d'adhésion de 5 à 7 MPa. Une bonne préparation réduit également le risque de défaillance précoce du revêtement.
2. Application de la poudre
Les ouvriers utilisent un pistolet de pulvérisation électrostatique pour charger de fines particules de poudre. L'aluminium mis à la terre attire ces particules et forme une couche uniforme. Dans la plupart des travaux industriels, le revêtement est maintenu entre 60 et 120 microns (0,002-0,005 in).
Quelques détails permettent d'assurer la cohérence de la couche :
- Distance du canon reste à environ 15-25 cm de la surface.
- La tension reste près de 60-90 kV pour assurer une couverture complète.
- Humidité reste inférieure à 60%, de sorte que la charge électrostatique fonctionne bien.
Certaines pièces de grande taille ou très résistantes utilisent une méthode différente. Dans le procédé à lit fluidisé, l'aluminium est préchauffé puis plongé dans un nuage de poudre. La poudre fond au contact, formant une couche épaisse. Ce procédé convient parfaitement aux pièces marines, aux composants structurels et aux boîtiers de protection.
3. Séchage au four
Après le revêtement, les pièces sont placées dans un four de durcissement. La chaleur fait fondre la poudre et forme un film réticulé qui adhère étroitement à l'aluminium. La plupart des poudres durcissent à 160-200 °C (320-390 °F) pendant 10-20 minutes.
Les usines modernes utilisent souvent des fours à convoyeur ou des fours assistés par IR pour maintenir des températures stables. Un durcissement stable permet de conserver la brillance et la dureté, en particulier sur les pièces complexes.
4. Refroidissement et inspection
Les pièces se refroidissent naturellement à l'air libre. Le refroidissement forcé est évité car il peut ternir la finition ou créer de minuscules fissures. Une fois les pièces refroidies, les opérateurs vérifient l'homogénéité de la couleur et de la texture de la finition. Ils utilisent des jauges d'épaisseur de film et des tests d'adhérence en croix (ASTM D3359) pour confirmer la résistance du revêtement. Seules les pièces approuvées sont emballées ou assemblées.
Avantages de l'aluminium revêtu par poudre en termes de performances
Les avantages de l'aluminium revêtu par poudre vont bien au-delà de l'apparence. Le revêtement crée une barrière solide qui améliore les performances à bien des égards.
Résistance à la corrosion et aux intempéries
Les tests au brouillard salin (ASTM B117) montrent que l'aluminium bien revêtu peut résister à plus de 1 000 heures d'exposition au sel sans rouille ni boursouflure. C'est donc un bon choix pour les environnements côtiers, marins ou extérieurs où l'aluminium nu a du mal à fonctionner.
Résistance mécanique et résistance aux chocs
Les revêtements en poudre forment une couche dense qui résiste aux rayures et aux éclats. La dureté se situe généralement entre 2H et 3H sur l'échelle du crayon. Le revêtement reste également suffisamment souple pour supporter pliage sur des pièces d'aluminium plus fines sans se fissurer.
Stabilité aux UV et rétention de la brillance
Les poudres de polyester et de fluoropolymère de haute qualité conservent environ 90% de leur brillance après 5 000 heures de test UV. Ce résultat est conforme aux normes AAMA 2604/2605. Ces revêtements empêchent la décoloration des structures extérieures et des véhicules exposés à la lumière du soleil.
Efficacité environnementale et économique
Le revêtement par poudre ne libère aucun COV et produit très peu de déchets. La surpulvérisation peut être collectée et réutilisée, ce qui permet d'obtenir une efficacité matérielle de 981 TTP3T. Les poudres durcissant à basse température peuvent également réduire la consommation d'énergie de 20 à 30% par rapport à la peinture liquide.
Flexibilité de la conception et choix esthétique
Le revêtement par poudre permet d'obtenir pratiquement n'importe quelle couleur, n'importe quel degré de brillance ou n'importe quelle texture. Elle peut correspondre aux couleurs de la marque ou imiter l'acier inoxydable, le cuivre ou les finitions anodisées. Elle offre aux concepteurs davantage d'options tout en protégeant le métal de la corrosion.
Revêtement par poudre et autres options de finition
Le choix de la bonne finition dépend des besoins de performance, des objectifs d'apparence et du budget. Voici comment le revêtement par poudre se compare aux autres méthodes standard.
Revêtement par poudre ou anodisation
L'anodisation crée une couche d'oxyde plus épaisse sur l'aluminium. Elle donne à l'aluminium un aspect dur et métallique, avec une forte résistance à l'usure et à la corrosion. Elle convient bien aux pièces de précision et donne une finition métallique propre.
Cependant, l'anodisation a des limites dans la gamme de couleurs et peut réagir différemment avec différents alliages d'aluminium. Le revêtement par poudre offre une protection plus épaisse (60-120 µm contre 5-25 µm) et une liberté totale en matière de couleurs.
Les ingénieurs choisissent souvent l'anodisation pour les composants à tolérances serrées, et le revêtement par poudre pour les pièces extérieures décoratives ou protectrices.
Peinture en poudre ou peinture liquide
La peinture liquide est facile à réparer, mais elle n'offre pas la même résistance que le revêtement en poudre. La peinture en poudre offre une couverture 2 à 3 fois plus épaisse, une meilleure résistance aux chocs et aucune émission de solvants. Il convient donc mieux aux grandes séries et aux objectifs de développement durable.
Revêtement par poudrage ou placage métallique
Le placage des métaux (comme le chrome ou le nickel) offre une conductivité et une brillance éclatante. Mais le placage utilise des produits chimiques dangereux et demande plus d'énergie. Le revêtement par poudre offre une résistance à la corrosion similaire avec un processus plus propre et plus rentable.
Défauts courants et moyens de les prévenir
Le revêtement par poudre peut encore présenter des défauts si la préparation, la pulvérisation ou le durcissement ne sont pas bien contrôlés. Connaître ces problèmes et leurs causes permet de maintenir une qualité stable.
Trous d'épingle et bulles
Cause : Humidité, gaz piégé ou saleté sur la surface de l'aluminium.
La prévention : S'assurer que la pièce est sèche après le prétraitement. Utilisez de l'air comprimé propre et évitez de toucher la surface à mains nues. Le préchauffage de la pièce pendant une courte période (dégazage) permet d'éliminer l'humidité cachée dans la fonte d'aluminium.
Texture de l'écorce d'orange
Cause : Un revêtement trop épais, une température de durcissement trop basse ou un écoulement irrégulier pendant le durcissement.
La prévention : Maintenir une distance constante entre les pistolets et régler correctement les paramètres électrostatiques. Maintenir une alimentation en poudre régulière. Vérifier régulièrement la température du four. L'ajout d'un additif de fluidité dans la poudre peut également contribuer à réduire la texture.
Mauvaise adhérence ou décollement
Cause : Nettoyage incomplet, résidus d'huile ou prétraitement incorrect.
La prévention : Confirmer que la surface est propre et uniforme. Suivre les étapes standard de préparation de la surface. Effectuer des tests d'adhérence avant la production complète.
Revêtement mince ou irrégulier
Cause : Faible mise à la terre, mauvais angles de pulvérisation ou accumulation de poudre dans les coins.
La prévention : Inspecter souvent les pinces de mise à la terre. Utiliser des pistolets automatiques ou des réciprocateurs pour revêtir des formes complexes. Régler le débit d'air et faire pivoter la pièce si nécessaire pour améliorer la couverture.
Variation de couleur ou de brillance
Cause : Changements de température du four, différences entre les lots de poudre ou mauvais stockage de la poudre.
La prévention : Conserver la poudre dans un endroit frais et sec, à une température inférieure ou égale à 25°C (77°F). Suivre les lots pour conserver une couleur homogène. Garder les fours propres pour éviter la contamination par la poussière.

Considérations relatives à la conception et à l'ingénierie
Une bonne conception peut améliorer la qualité du revêtement et réduire les problèmes de production. Les ingénieurs doivent tenir compte de la forme, de la mise à la terre et des besoins d'assemblage.
Géométrie et couverture
Les angles vifs, les cavités profondes et les espaces étroits peuvent entraîner un revêtement irrégulier. Les bords arrondis permettent un écoulement plus régulier de la poudre et réduisent les zones d'ombre. Pour les cavités profondes, l'utilisation d'une méthode de pulvérisation en deux passages permet d'atteindre les zones d'ombre.
Stratégie d'accrochage et de mise à la terre
Une bonne mise à la terre permet à la charge électrostatique de tirer uniformément la poudre. Les pièces sont suspendues à des crochets ou des supports métalliques qui conduisent l'électricité. Les points de contact doivent rester non revêtus afin de maintenir une mise à la terre solide. Pour les formes complexes, les points de mise à la terre doivent être planifiés afin de réduire les zones de "cage de Faraday" où la poudre n'atteint pas bien.
Zones de masquage et d'assemblage
Les filetages, les ajustements glissants et les zones de contact électrique doivent souvent être masqués. Les bouchons et rubans en silicone haute température protègent ces zones pendant la pulvérisation et le durcissement. Cela permet de conserver des dimensions précises et d'éviter les problèmes lors de l'assemblage.
Trous d'aération et répartition de la chaleur
Les pièces creuses ont besoin de trous d'aération pour évacuer la pression pendant le durcissement. En l'absence de trous d'aération, l'air emprisonné peut se dilater et former des bulles ou des défauts. Une bonne ventilation et une épaisseur de paroi uniforme permettent de maintenir un flux de chaleur stable et d'éviter un durcissement excessif.
Épaisseur du revêtement et tolérance d'ajustement
La poudre ajoute de l'épaisseur, généralement de 60 à 120 microns. Les ingénieurs doivent en tenir compte dans leurs plans d'ajustement et de dégagement. Les pièces telles que les boîtiers ou les panneaux peuvent nécessiter une surépaisseur d'usinage ou des instructions de masquage sur le dessin.
Conclusion
Le revêtement par poudre est l'une des options de finition les plus efficaces et les plus polyvalentes pour l'aluminium. Elle améliore la résistance à la corrosion, renforce la résistance mécanique et offre une surface uniforme et visuellement attrayante, tout en étant respectueuse de l'environnement.
Chez TZR, nous travaillons avec des pièces en aluminium de précision, de l'étape de l'extrusion brute à la surface finale revêtue de poudre. Notre équipe a plus de dix ans d'expérience en ingénierie et nos lignes de revêtement produisent des finitions cohérentes avec une couleur stable et une forte adhérence qui répondent aux normes de performance mondiales.
Si vous avez besoin de pièces en aluminium avec des revêtements durables, résistants à la corrosion et professionnels, notre équipe peut soutenir votre projet. Contactez-nous à l'adresse suivante : sales@goodsheetmetal.com pour nous faire part de vos besoins ou demander un devis gratuit.
FAQ
Tous les alliages d'aluminium peuvent-ils être peints par poudrage ?
Oui, la plupart des alliages d'aluminium, y compris les alliages 5052, 6061 et 7075, peuvent être recouverts d'un revêtement en poudre. Toutefois, la fonte d'aluminium peut nécessiter une précuisson spéciale pour libérer les gaz piégés et éviter les trous d'épingle pendant le durcissement.
Quelle est la température de durcissement idéale pour les pièces en aluminium ?
Les plages de durcissement typiques sont 160-200°C (320-390°F) pendant 10-20 minutes. Les pièces plus épaisses ou les alliages sensibles à la chaleur peuvent nécessiter des températures plus basses et des cycles de durcissement plus longs.
Le revêtement par poudre remplace-t-il l'anodisation ?
Pas nécessairement. L'anodisation fournit une couche métallique plus fine, résistante à la corrosion, tandis que le revêtement par poudre offre une protection plus épaisse, dont la couleur est flexible. Le choix dépend des exigences visuelles de la pièce et de l'environnement d'exposition.
Quelle est la durée de vie d'un revêtement en poudre à l'extérieur ?
Les revêtements en poudre de haute qualité peuvent durer de 10 à 15 ans dans les environnements extérieurs s'ils sont correctement appliqués et entretenus. Les revêtements de qualité architecturale conformes aux normes AAMA 2604/2605 durent encore plus longtemps.
Un revêtement en poudre endommagé peut-il être réparé ou recouvert ?
Oui. Les rayures mineures peuvent être poncées et recouvertes localement, tandis que les dommages plus importants peuvent nécessiter un décapage complet et une nouvelle application. Le revêtement étant thermodurcissable, il ne peut être refondu, mais une nouvelle application offre une protection similaire.
Le revêtement par poudre est-il respectueux de l'environnement ?
Absolument. Les revêtements en poudre n'émettent aucun COV et toute projection peut être récupérée et réutilisée. Au fil du temps, le processus consomme également moins d'énergie que la peinture liquide.