Des boîtiers de smartphones aux intérieurs d'avions, les couleurs de l'aluminium anodisé définissent l'aspect moderne du design métallique. L'anodisation est plus qu'une simple finition de surface. Il s'agit d'un processus précis qui rend l'aluminium plus solide, plus résistant à la corrosion et plus attrayant sur le plan visuel.
Contrairement à la peinture ou au placage, l'anodisation modifie le métal lui-même. La couleur fait partie intégrante de l'aluminium et n'est pas une couche qui peut s'écailler ou se détacher. Savoir comment cette couleur se forme permet d'équilibrer l'apparence, la performance et le coût lors de la conception et de la fabrication.

Qu'est-ce que l'aluminium anodisé ?
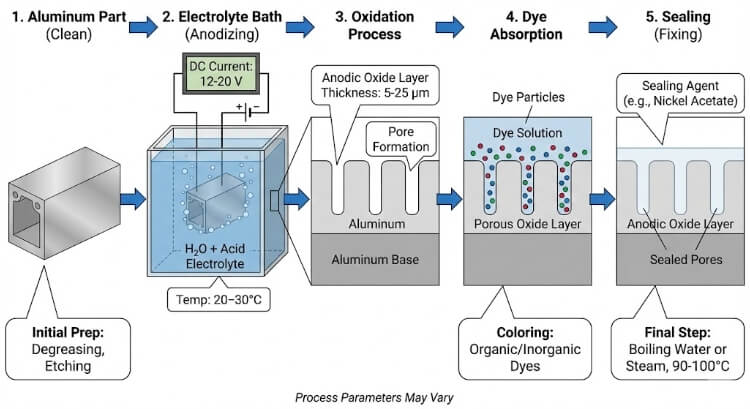
L'anodisation est un procédé électrochimique qui épaissit le film d'oxyde naturel de l'aluminium. Pendant le processus, la pièce d'aluminium devient l'anode d'une solution acide. L'électricité passe et l'oxygène réagit avec l'aluminium pour former une couche d'oxyde microporeuse (Al₂O₃) qui se lie au métal de base.
Épaisseur typique de la couche :
- Anodisation décorative : 5-25 µm
- Anodisation dure : 25-100 µm
La dureté de la surface atteint généralement 300 à 500 HV, alors que l'aluminium brut n'atteint que 100 à 120 HV. Comme l'oxyde se développe à partir du métal lui-même, il ne s'écaille pas.
Les minuscules pores formés dans cette couche agissent comme de petits tubes. Ils absorbent les colorants ou les sels métalliques qui créent la couleur à l'intérieur du revêtement. Les pores sont ensuite scellés, emprisonnant la couleur et formant une couche protectrice solide.
Types d'anodisation et leur impact sur la couleur
L'anodisation industrielle se divise en trois types principaux, chacun ayant sa propre couleur et ses propres caractéristiques :
| Type | Électrolyte | Épaisseur | Gamme de couleurs | Utilisation typique |
| Type I - Acide chromique | Acide chromique | ≤ 5 µm | Gris / Naturel | Couche de base aérospatiale |
| Type II - Acide sulfurique | Acide sulfurique | 5-25 µm | Couleurs claires à vives | Produits architecturaux et de consommation |
| Type III - Anodisation dure | Acide sulfurique (froid) | 25-100 µm | Gris foncé à noir | Pièces mécaniques et optiques |
- Type I donne une couche mince et flexible, utile pour la peinture mais limitée en termes de choix de couleurs.
- Type II offre une bonne variété de couleurs et une bonne résistance à la corrosion, idéal pour les finitions décoratives.
- Type III construit une couche épaisse et dure qui résiste à l'usure mais limite les couleurs vives, ce qui donne souvent des tons sombres ou mats.
Lors du choix du type d'anodisation, les ingénieurs mettent souvent en balance l'intensité de la couleur et la résistance de la surface. Par exemple, un revêtement rouge vif de type II est attrayant mais peut s'estomper plus rapidement à l'extérieur qu'un revêtement noir de type III.
Comment l'aluminium anodisé prend sa couleur?
La couleur se forme après le développement de la couche d'oxyde. Les pores de la couche contrôlent la quantité de colorant ou de métal qui pénètre, ce qui influe sur la profondeur de la couleur, la luminosité et la résistance aux UV.
Absorption de colorants et coloration électrolytique
Il existe deux façons principales de colorer l'aluminium anodisé :
Absorption des colorants (en une seule étape) :
La pièce anodisée est plongée dans un bain de teinture. Le colorant pénètre dans les pores ouverts. Après le scellement, la couleur devient partie intégrante du métal.
Avantages : Large gamme de couleurs vives, faible coût.
Limites : Résistance limitée aux UV - à utiliser de préférence à l'intérieur ou pour le grand public.
Coloration électrolytique (en deux étapes) :
La pièce est placée dans un bain de sels métalliques (étain, nickel ou cobalt). L'électricité dépose ces métaux à la base des pores, créant des teintes métalliques comme le bronze ou le noir.
Avantages : Excellente résistance à l'extérieur et aux UV.
Limites : Moins de choix de couleurs et coût plus élevé.
Facteurs affectant la couleur finale
La constance de la couleur dépend d'un contrôle étroit du processus.
| Facteur | Effet sur la couleur |
| Composition de l'alliage | Les alliages à forte teneur en silicium ou en cuivre produisent des couleurs plus sombres. L'aluminium pur donne des tons clairs et lumineux. |
| Épaisseur de la couche d'oxyde | Les couches plus épaisses retiennent plus de colorant, créant ainsi des nuances plus profondes. 10 µm ≈ ton clair, 20 µm ≈ ton profond. |
| Température du bain / densité de courant | Affectent la taille des pores et l'absorption des colorants. Plage optimale : 18-22 °C et 1,3-1,8 A/dm². |
| Qualité de l'étanchéité | Un mauvais scellement entraîne une décoloration ou des taches. Un bon scellement améliore la brillance et la résistance à la corrosion. |
Exemple : Dans l'anodisation du bronze (film de 20 µm, méthode électrolytique à base d'étain), un scellement adéquat peut maintenir la couleur stable pendant plus de 10 ans à l'extérieur.
Familles de couleurs courantes et leurs cas d'utilisation
- Clair / Naturel : Maintient la texture du métal visible ; utilisé dans les pièces de précision.
- Noir : Absorbe la lumière ; idéal pour les pièces optiques et électroniques.
- Bronze / Or : Durable et résistant aux UV, il est couramment utilisé pour l'extérieur des bâtiments et la quincaillerie.
- Bleu / Rouge / Vert : Populaire dans les produits de consommation de marque.
- Mélanges personnalisés : Créé par le mélange de colorants ou la combinaison de bains pour correspondre à des couleurs de marque spécifiques.
La cohérence des couleurs suit souvent ΔE ≤ 2 selon les normes ASTM B244 ou ISO 7599, garantissant des tons similaires d'un lot à l'autre.
Conception et intégration des processus
Pour obtenir des résultats cohérents, les concepteurs et les ingénieurs doivent inclure les détails de l'anodisation dès le début de la phase de conception. Spécifiez l'alliage (par exemple, 6061 ou 5052), l'épaisseur de l'oxyde, la couleur et la méthode de scellement dans les dessins techniques ou les appels d'offres. Cela permet d'éviter les différences de finition entre les fournisseurs ou les séries de production.
Conseil de conception : Au lieu d'écrire "anodisé noir", dites "anodisation de type II, épaisseur de 15 µm, colorant noir, ΔE ≤ 2 selon ISO 7599".
Les couleurs populaires et leurs applications
L'aluminium anodisé allie l'attrait visuel à la résistance technique. Dans des secteurs comme l'aérospatiale, l'architecture et l'électronique, le choix des couleurs reflète à la fois les objectifs techniques et les besoins environnementaux.
Utilisations industrielles et techniques
Dans les domaines industriels, la couleur a souvent une fonction pratique.
- Anodisation noire : Il s'agit de la finition la plus courante dans les systèmes optiques et électroniques. Sa texture mate réduit les reflets et l'éblouissement, ce qui permet aux capteurs de fonctionner avec précision. Les boîtiers anodisés noirs en aluminium 6061-T6 sont standard dans les montages de caméras, les spectromètres et les équipements laser.
- Anodisation claire ou naturelle : Cette finition protège contre la corrosion tout en conservant l'aspect naturel du métal. Elle est idéale pour les pièces nécessitant un contact électrique ou des tolérances serrées, telles que les supports pour l'aérospatiale, les connecteurs pour l'automobile et les pièces en acier inoxydable. dispositifs médicaux.
- Composants à code couleur : Dans la production, les usines utilisent souvent des couleurs vives comme le bleu, le rouge ou le vert pour marquer les différentes tailles ou fonctions des pièces. Cela améliore la visibilité et réduit les erreurs d'assemblage, ce qui est utile dans la fabrication à grande échelle.
Produits architecturaux et de consommation
Dans l'architecture et les biens de consommation, les couleurs anodisées expriment le design moderne et la durabilité.
- Applications architecturales : Les panneaux de construction, les cadres de fenêtres et les façades utilisent souvent des finitions bronze, champagne ou or obtenues par coloration électrolytique. Ces tons résistent aux rayons UV et à la corrosion, même dans des conditions côtières ou humides.
- Électronique grand public : Les concepteurs utilisent des finitions anodisées pour mettre en valeur le savoir-faire et la précision.
Les ordinateurs portables, les smartphones et le matériel audio sont souvent dotés de coques en aluminium brossé ou microbillé, de couleur argentée, noire ou grise. - Produits de sport et de style de vie : Les couleurs vives comme le bleu, le rouge et le vert sont courantes sur les bicyclettes, les outils de plein air et les équipements sportifs. La finition résiste à la décoloration et à l'usure, tout en ajoutant de la personnalité et de l'identité à la marque.
Marque et personnalisation
La couleur favorise également la cohérence et la reconnaissance de la marque. L'anodisation permet de faire correspondre les couleurs de l'entreprise tout en conservant la dureté de la surface et la texture du métal. Contrairement à la peinture, les finitions anodisées laissent apparaître le grain naturel, ce qui donne un aspect métallique raffiné.
Pour garantir la cohérence des résultats, les équipes chargées de la qualité utilisent des spectrophotomètres pour mesurer la différence de couleur entre les lots. Une valeur ΔE inférieure ou égale à 2 garantit que les couleurs sont identiques à l'œil humain, ce qui est particulièrement important pour les assemblages en plusieurs parties ou les panneaux architecturaux.
Aperçu de la conception : La combinaison de l'anodisation et de la gravure au laser permet d'obtenir des numéros de série ou des logos permanents. Cette méthode résiste à l'usure et aux produits chimiques, ce qui est idéal pour le suivi aérospatial ou le marquage haut de gamme.

Considérations techniques et de performance
Le choix de la couleur a une incidence sur la résistance mécanique, la stabilité aux UV et l'aspect à long terme. La connaissance de ces relations permet aux ingénieurs d'équilibrer la conception et la fonction.
Durabilité et résistance à la corrosion
L'aluminium anodisé crée une solide barrière d'oxyde qui résiste à l'oxydation, au sel et à l'usure. Les tests effectués conformément à la norme ASTM B117 montrent que les échantillons anodisés résistent à plus de 1 000 heures de brouillard salin sans corrosion, alors que l'aluminium nu s'abîme au bout d'une centaine d'heures.
Les finitions foncées comme le noir ou le bronze peuvent être légèrement plus douces parce que les colorants sont absorbés par la surface. Malgré cela, elles restent supérieures à HV 300, en particulier lorsqu'elles sont appliquées sur des bases anodisées dures. Ces finitions sont courantes dans les boîtiers extérieurs et les garnitures automobiles où la robustesse et le style sont nécessaires.
Résistance aux UV et aux intempéries
Les colorants organiques s'altèrent sous l'effet de la lumière du soleil. Les tests effectués conformément à la norme ISO 16474-2 montrent que le rouge et le bleu vifs perdent environ 25-30% de leur couleur après 1 000 heures, tandis que le bronze métallique conserve plus de 90%. Pour les pièces extérieures, les finitions métalliques à base d'ions d'étain ou de cobalt sont préférables car elles réfléchissent la lumière UV au lieu de l'absorber.
Lorsque les tons vifs doivent durer à l'extérieur, les ingénieurs utilisent un double scellement - un scellement à l'eau chaude suivi d'un scellement à l'acétate de nickel - pour améliorer la durée de vie des couleurs.
Uniformité de la surface et homogénéité de la couleur
Il est difficile d'obtenir une couleur uniforme sur de nombreuses pièces. Les problèmes les plus courants sont les suivants :
- Différences entre les alliages entre les lots de matériaux.
- Flux de courant irrégulier sur des pièces complexes ou de grande taille.
- Modification de la température ou de la composition chimique du bain pendant les longues séries de production.
Pour les contrôler, les finisseurs utilisent le contrôle statistique du processus (SPC) pour suivre le pH, la conductivité et la température du bain. La différence de couleur est mesurée par ΔE - avec ΔE ≤ 3 acceptable pour les pièces techniques et ΔE ≤ 2 requis pour les produits décoratifs ou critiques pour la marque.
Conseil pour le processus : inclure le type d'alliage (par exemple, 6063-T5) et la spécification d'anodisation (par exemple, Type II, 20 µm, ΔE ≤ 2 selon ISO 7599) dans les appels d'offres.
Facteurs environnementaux et financiers
Le choix de la couleur de l'aluminium anodisé ne se limite pas à l'apparence. L'impact sur l'environnement, la consommation d'énergie et les coûts de production sont autant d'éléments qui influencent les décisions de finition modernes.
Options d'anodisation respectueuses de l'environnement
L'anodisation traditionnelle utilise des solutions d'acide sulfurique ou chromique. Si ces solutions créent des couches d'oxyde résistantes, elles produisent également des déchets acides qui nécessitent un traitement complexe. Les systèmes plus récents utilisent désormais des produits chimiques plus sûrs et des dispositifs de recyclage pour réduire la pollution et les déchets.
Les améliorations modernes comprennent
- Électrolytes organiques :
Les bains à base d'acide citrique ou oxalique remplacent les métaux lourds et créent moins de sous-produits nocifs. Ils sont plus faciles à traiter et durent plus longtemps. Dans les usines certifiées ISO 14001, l'anodisation à l'acide citrique a permis de réduire la production d'acide résiduel de 70% par rapport aux systèmes sulfuriques. - Recyclage de l'eau en circuit fermé : Les unités de filtration récupèrent les ions d'aluminium et réutilisent l'eau de rinçage, réduisant ainsi la consommation d'eau de 60-80%. Cela permet d'économiser de l'argent et de réduire la charge environnementale.
- Contrôle chimique automatisé : Les capteurs suivent le pH et la conductivité pour maintenir l'équilibre chimique à ±2%. La stabilité chimique améliore l'homogénéité des couleurs et réduit les rejets dus à une oxydation inégale.
- Non-Chromium Joint d'étanchéité : Le scellement à l'acétate de nickel ou à la nano-silice permet de maintenir une résistance élevée à la corrosion sans libérer de chrome hexavalent. Ces méthodes sont conformes aux normes RoHS, REACH et aux normes vertes de l'aérospatiale.
Efficacité énergétique et optimisation des procédés
L'anodisation utilise de l'énergie électrique et thermique. La consommation moyenne est d'environ 5-7 kWh par m² de surface, mais des modifications intelligentes du processus peuvent réduire cette consommation de 20% ou plus.
Les moyens d'économiser l'énergie :
- Anodisation par courant pulsé : Les impulsions de courant alternatif font croître l'oxyde plus efficacement. Cela permet de réduire les besoins en tension, d'économiser de l'énergie et d'améliorer l'uniformité du revêtement.
- Systèmes de récupération de chaleur : La chaleur résiduelle des cuves de rinçage ou d'étanchéité réchauffe l'eau entrante, ce qui permet d'économiser jusqu'à 15% d'énergie totale.
- Programmation intelligente : Le regroupement de pièces et de couleurs similaires réduit le nettoyage des cuves et les changements de colorants, ce qui permet d'économiser du temps et des produits chimiques.
Équilibrer le coût, la performance et l'apparence
La couleur a une incidence sur le coût et la durée du processus. Les finitions brillantes ou métalliques nécessitent un contrôle plus strict et des colorants ou des solutions de sels métalliques plus coûteux. Connaître la répartition des coûts aide les ingénieurs à choisir des finitions qui respectent à la fois le budget et les objectifs de qualité.
| Type de couleur | Méthode de coloriage | Coût relatif | Durabilité / Résistance aux UV | Application typique |
| Clair / Naturel | Anodisation sulfurique standard | ★ | Excellent | Aérospatiale, pièces de machines |
| Noir / Bronze foncé | Teinture + colmatage bio | ★★ | Bon | Industriel, boîtiers optiques |
| Rouge vif / Bleu | Colorant organique | ★★★ | Modéré | Consommateur, équipement de sport |
| Champagne / Or | Électrolytique (étain, cobalt) | ★★★★ | Excellent | Architecture, décor |
| Métallique sur mesure | Bain double ou colorants mixtes | ★★★★★ | Variable | Image de marque, produits haut de gamme |
En moyenne, l'anodisation décorative coûte 20-40% de plus que les revêtements transparents, mais elle offre une durée de vie plus longue et moins de réparations.
Conseil d'ingénierie : Lors de la commande, précisez à la fois l'aspect et la fonction - par exemple, "Type II, 20 µm, bronze, électrolytique, ΔE ≤ 2".
Conclusion
Les couleurs de l'aluminium anodisé combinent la science, le design et la résistance en une seule finition. La couleur n'est pas un revêtement appliqué par-dessus - elle est intégrée au métal lui-même au cours d'un processus électrochimique précis. Cette structure confère aux surfaces anodisées une résistance exceptionnelle à la corrosion, à la décoloration et à l'abrasion, tout en conservant un aspect métallique net que la peinture ne peut pas vraiment égaler.
Si votre projet nécessite une finition raffinée et durable, l'anodisation est un choix fiable. Notre équipe d'ingénieurs propose des services d'anodisation et de finition sur mesure pour vous aider à obtenir la couleur, la brillance et les performances exactes que vous souhaitez, le tout avec une cohérence certifiée. Contactez-nous pour discuter de vos besoins en matière de couleurs anodisées et obtenir une assistance technique de la part de nos spécialistes..
FAQ
Quelle est la différence entre l'aluminium anodisé et l'aluminium peint ?
L'anodisation modifie la surface métallique elle-même par un processus d'oxydation contrôlé qui forme une couche dure d'oxyde d'aluminium (Al₂O₃). La peinture ou le revêtement en poudre, en revanche, ajoute un film externe. La couche anodisée est environ trois fois plus dure que l'aluminium de base et ne peut pas s'écailler ou se fissurer, ce qui la rend plus adaptée à une utilisation en extérieur ou en cas d'usure importante.
Pourquoi la couleur varie-t-elle d'un lot à l'autre ?
De petits changements dans la composition de l'alliage, la température du bain ou l'âge de l'électrolyte peuvent affecter la taille des pores et l'absorption du colorant. Les finisseurs professionnels utilisent des spectrophotomètres pour mesurer la différence de couleur (ΔE). Un ΔE inférieur ou égal à 2 garantit que les couleurs sont identiques d'une production à l'autre, ce qui est crucial pour les composants architecturaux ou de marque.
Quelles sont les couleurs anodisées qui durent le plus longtemps à l'extérieur ?
Les finitions métalliques telles que le bronze, le champagne et le noir, créées par coloration électrolytique, sont celles qui résistent le mieux à la décoloration due aux UV. Les couleurs teintées dans la masse, comme le rouge ou le bleu, sont plus vives mais peuvent s'estomper avec le temps si elles ne sont pas scellées deux fois, généralement avec de l'eau chaude puis de l'acétate de nickel.
L'aluminium anodisé peut-il être recoloré ou réparé ?
Une usure mineure de la surface peut souvent être nettoyée ou recouverte d'un nouveau revêtement. En revanche, pour changer de couleur, il faut enlever l'ancien oxyde et réanodiser la pièce. Comme l'oxyde fait partie intégrante du métal, les travaux de reprise ne doivent être confiés qu'à des professionnels qualifiés de la finition de surface.
Comment le choix de l'alliage affecte-t-il l'apparence de la couleur ?
Les alliages d'aluminium de haute pureté tels que les séries 1000, 5000 et 6000 donnent une couleur plus lisse et plus uniforme. Les alliages contenant du silicium ou du cuivre - comme les séries 2000 ou 7000 - s'assombrissent souvent ou présentent un contraste de grain visible après l'anodisation.