Introducción
La fabricación de metales, en particular la fabricación industrial de metales, es uno de los procesos de fabricación más importantes que engloba varios procesos esenciales para la creación de piezas, conjuntos y estructuras metálicas funcionales. Desde el nivel micro de los aparatos electrónicos hasta el nivel macro de la industria de la construcción, los productos metálicos fabricados se utilizan en casi todos los ámbitos de la sociedad y la economía. El sector de la fabricación de metales es muy amplio y está en constante expansión y evolución.
El objetivo de este documento es describir las distintas fases del proceso de fabricación de metales, desde el momento en que se desarrolla el proyecto hasta que se termina y se entrega. En este documento, describiremos los métodos básicos, los tipos de metal utilizados y otros factores que pueden influir en el éxito de la ejecución del proyecto para que los lectores tengan una visión de esta importante industria.
¿Qué es la fabricación de metales?
La fabricación de metales, en su esencia, es el proceso de construcción de máquinas y estructuras a partir de materias primas y piezas brutas de materiales metálicos. De hecho, es un proceso de eliminación de material, doblado y unión de piezas metálicas para conseguir una forma determinada. A diferencia de los procesos formativos como el mecanizado, la fundición o la forja, el proceso de fabricación suele comenzar con los productos metálicos en bruto como chapas, placas, tubos o miembros estructurales. A continuación, se da forma a estos materiales mediante diversos procesos como el corte, el doblado o el conformado de los materiales en las geometrías deseadas y se ensamblan para formar la pieza o estructura final. La fabricación de metales es un campo amplio que abarca desde finas e intrincadas carcasas de chapa metálica hasta grandes y complejas estructuras de acero soldado, lo que requiere una gran variedad de habilidades, herramientas y procedimientos de garantía de calidad.

Diseño y planificación: Los cimientos
Cada proyecto de fabricación de metal comienza mucho antes de que se inicie el corte y moldeado del material. Para que un proyecto tenga éxito es necesario un trabajo de base sólido que incluya la transformación de una idea en un plan de producción práctico.
En los procesos de fabricación actuales, el diseño asistido por ordenador (CAD) es fundamental para crear diseños complejos. Los diseñadores e ingenieros generan dibujos en 2D junto con modelos en 3D que pueden ajustarse físicamente mediante una representación precisa al comienzo del trabajo, lo que hace factibles los cambios previstos. Este plano digital facilita un examen en profundidad, lo que reduce la probabilidad de errores costosos y un importante despilfarro de materiales sobrantes.
Después viene la fase de planificación, que es sucesora directa de la fase de diseño. La elección del material depende de su resistencia, peso, capacidad para resistir la corrosión y coste. También hay que decidir los métodos de fabricación más adecuados en función del volumen de producción, las tolerancias y el equipamiento. En esta fase hay que definir el orden de las actividades, los recursos que se van a utilizar y el tiempo necesario para que el proyecto se desarrolle sin problemas.
El diseño para la fabricación (DFM) es otro factor importante que hay que tener en cuenta. El DFM trata de reducir la complejidad del proceso de fabricación normalizando los tamaños de los orificios, definiendo los radios de curvatura alcanzables, reduciendo el número de uniones que requieren soldadura y estableciendo las tolerancias adecuadas para los procesos y la aplicación de la fabricación. Estas estrategias ayudan a reducir costes sin afectar a la calidad de los servicios.
Cuando se realiza con eficacia, esta fase reduce los errores, los desechos y las repeticiones, acorta el tiempo de ciclo y garantiza que el producto final sea correcto a la primera y en todo momento, con el menor coste posible.
Técnicas de corte de metales: Conformado de precisión
Una vez completado el diseño y elegido el material, el primer proceso de la fabricación propiamente dicha consiste en cortar el material para darle el tamaño y la forma deseados. El tipo de método de corte depende del tipo de material, el grosor, la precisión requerida y el coste.
Esquila: es un método rápido y eficaz para cortar material no deseado y líneas rectas en chapas o placas metálicas. Utiliza dos cuchillas, una fija y otra que se mueve como una tijera. Este proceso es más adecuado para cortes rectos sencillos y no para formas complejas.
Serrar: Las sierras de cinta o circulares se utilizan para cortar barras, tubos y formas estructurales. Aunque se trata de un proceso versátil, el aserrado es relativamente más lento y puede dar lugar a un acabado superficial que requiera más retoques.
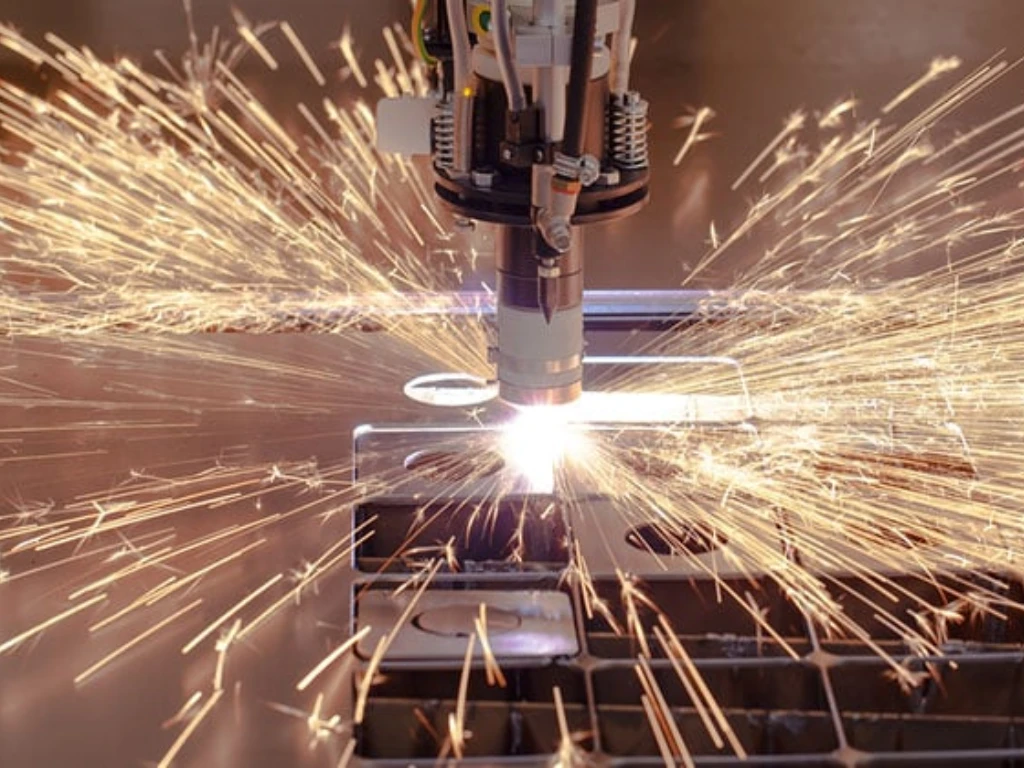
Corte por láser: es un proceso que utiliza un rayo láser de alta potencia para fundir o vaporizar el material y conseguir bordes limpios. Algunos de los tipos más comunes son los láseres de CO2, adecuados para la mayoría de los materiales, y los láseres de fibra, ideales para metales finos como el aluminio y el cobre. El corte por láser es rápido y preciso, especialmente cuando se trata de materiales finos, y puede cortar formas complejas.
Corte por plasma: consiste en el uso de un chorro de gas ionizado a alta velocidad para cortar metales conductores de la electricidad. Este método es más adecuado para cortar materiales gruesos de una pulgada o más y es ideal para cortar acero, acero inoxidable y aluminio. La calidad de los bordes es buena, pero no tan fina como el corte por láser o por chorro de agua, y produce una zona afectada por el calor (HAZ).
Corte por chorro de agua: es una técnica de corte que emplea un chorro de agua a alta presión mezclado con un granulado abrasivo para cortar el metal. Es un proceso de corte en frío que no produce zona afectada por el calor ni distorsión del material. El corte por chorro de agua es capaz de cortar cualquier material con gran precisión y buen acabado de bordes, pero es relativamente más lento y costoso en comparación con el corte por láser o plasma.
Seleccionar el método de corte adecuado es muy importante para conseguir la geometría, el acabado de los bordes y la productividad deseados.
Conformado y plegado: Conseguir las formas deseadas
Una vez cortadas las piezas metálicas a medida, el siguiente paso suele consistir en conformarlas y doblarlas para darles las formas tridimensionales deseadas. En esta etapa pueden utilizarse los siguientes métodos:
Doblando: Con máquinas especializadas, como prensas plegadoras, las chapas y placas metálicas pueden doblarse en ángulos precisos. Se utilizan distintos tipos de matrices y herramientas para conseguir diferentes formas y radios de curvatura.
Estampación: Se trata de un proceso en el que una chapa metálica plana se introduce en una prensa de estampación metálica donde se utiliza una matriz para dar forma al metal. El estampado es muy eficaz en la producción de una amplia gama de productos y muchas piezas similares en grandes cantidades.
Dibujo: En la embutición, se aplica un punzón para forzar una chapa metálica en la cavidad de una matriz para que adopte una forma de copa u otra más compleja. La embutición profunda se emplea para fabricar piezas de gran grosor o profundidad en relación con su anchura.
Forja: Se trata de un proceso que implica el uso de fuerza para moldear el metal de forma compresiva, consiguiendo la forma deseada. Puede realizarse en caliente o en frío y las piezas que se producen tienen mayor resistencia y durabilidad.
Extrusión: Se obliga al metal a pasar a través de una matriz con una forma de sección transversal determinada, y el resultado son barras largas con dimensiones de sección transversal uniformes. Se emplea mucho en la fabricación de perfiles de aluminio y otros metales no férreos.
Rodando: El laminado de metales consiste en utilizar dos rodillos para adelgazar las chapas, placas o barras de metal o para darles una determinada forma transversal. También puede utilizarse para producir formas cilíndricas o cónicas a partir de material plano (laminado de chapas o laminado de perfiles).
Puñetazos: Es similar al estampado, pero se utiliza principalmente para hacer agujeros u otras formas en la chapa metálica utilizando punzones y matrices. Las punzonadoras de torreta CNC son herramientas versátiles que pueden alojar varias herramientas y realizar patrones complejos de orificios y características con rapidez.
La decisión sobre qué técnica de conformado y plegado utilizar depende de la complejidad de la forma requerida, las propiedades del material y el número de piezas que se vayan a producir.
Procesos de mecanizado: Refinado de detalles
En la mayoría de los proyectos de construcción en los que intervienen metales, siempre hay algunas dimensiones específicas, suavidad y otras características que no pueden alcanzarse únicamente mediante el corte y el conformado, y aquí es donde resulta útil el mecanizado. Los procesos de mecanizado más comunes son:
Perforación: Consiste en hacer agujeros redondos utilizando brocas. Crucial para hacer agujeros para pernos o tuercas o cuando se prepara un agujero para roscarlo internamente.
Fresado: Es un proceso que emplea una fresa rotativa con múltiples filos de corte para cortar el material de una pieza. Las fresadoras CNC pueden realizar la creación de diversas formas, ranuras, cavidades, superficies planas o de contorno y con gran precisión.
Girando: Se trata de un proceso que se realiza habitualmente en un torno en el que la pieza gira mientras la herramienta de corte permanece inmóvil. Se utiliza en el torneado de piezas cilíndricas, conificado, ranurado, roscado tanto externo como interno.
Rectificado: Utiliza ruedas abrasivas para afeitar pequeñas capas de material y producir superficies y dimensiones muy lisas y precisas. Suele aplicarse como operación final después de haber realizado otros procedimientos de mecanizado o tratamiento térmico.
El mecanizado suele realizarse como un proceso adicional a los procesos primarios de corte y conformado para producir características o mantener determinadas tolerancias.

Unión y ensamblaje: Creación del producto final
Muy pocos componentes fabricados surgen de una sola pieza de metal. Por ello, todos los métodos de unión de piezas, como la conexión de piezas individuales en un producto completo, incluidas las técnicas de fabricación de automóviles, requieren procesos de ensamblaje.
Soldadura: Es la forma más habitual de unir piezas metálicas de forma permanente. Se realiza fundiendo metales base (a menudo en combinación con un metal de aportación) y enfriándolos para solidificar la unión. Los principales procesos de soldadura son:
- MIG (soldadura por arco metálico con gas - GMAW): Emplea electrodos de hilo alimentados continuamente y utiliza gas de protección. Es versátil, rápido y relativamente fácil de aprender. Se considera la mejor y aplicable a muchos metales y espesores.
- TIG (soldadura por arco de gas tungsteno - GTAW): Utiliza electrodos de tungsteno no consumibles y un gas de protección. Es conocido por su gran precisión y control, lo que da lugar a soldaduras de gran resistencia. Mejor para materiales y aleaciones más finos, como aluminio y acero inoxidable, pero más lento que MIG.
- Varilla (soldadura por arco metálico protegido - SMAW): Utiliza electrodos recubiertos de fundente que son consumibles dentro del proceso. El revestimiento emite gas seguro para el baño de soldadura. Excelente para trabajos sencillos al aire libre, así como para materiales sucios o desconocidos en los que se necesita portabilidad, pero requiere más habilidad para obtener soldaduras limpias y ordenadas.
- Soldadura por puntos (Soldadura por puntos de resistencia - RSW): Forma de soldadura que funde y une simultáneamente chapas metálicas superpuestas haciendo pasar una fuerte corriente eléctrica mediante electrodos, que sujetan y comprimen las chapas entre sí. Muy popular en la industria del automóvil.
Soldadura y Soldadura: Dos métodos de unión de metales que utilizan una masilla que se funde por debajo de la temperatura de los metales base. Los metales base se precalientan y la masilla se absorbe en la unión por capilaridad. La soldadura se realiza a temperaturas más bajas que la soldadura fuerte, lo que permite obtener uniones más fuertes.
Fascinante: Unión de piezas mediante pasadores metálicos (remaches) que se pasan por orificios en las piezas y se deforman (casi siempre martillados o prensados) para producir una unión con cabeza. Común en aplicaciones aeroespaciales y estructurales.
Sujetador Montaje: Utiliza tornillos, pernos, tuercas y otros dispositivos mecánicos para unir componentes. El desmontaje está permitido cuando es necesario y no requiere exposición al calor, a diferencia de la soldadura.
En función de la resistencia, el coste, la distorsión, el aspecto de la unión, la compatibilidad de los materiales y la técnica de unión, se decidirá el método de unión.
Acabado de superficies: mejorar la estética y la protección
Tras la fabricación y el montaje, existen varios procesos de acabado de superficies que se utilizan para mejorar su aspecto, protegerlo de la corrosión o mejorar su rendimiento. Entre las técnicas habituales de acabado de superficies se incluyen:
Pintura: El uso de pintura líquida o en polvo aporta color y una capa de protección. El revestimiento en polvo es un proceso que consiste en aplicar pintura en polvo seca mediante aplicación electrostática y, a continuación, utilizar calor para hornear la pintura y formar una capa dura y tenaz que es incluso más resistente al desconchado que la pintura líquida.
Chapado: Recubrimiento de la superficie con una capa de otro metal, como zinc, níquel, cromo o estaño, mediante galvanoplastia o cualquier otra técnica. Esto mejora la protección contra la corrosión, el desgaste, la conductividad eléctrica o la estética. El cincado o galvanizado se utiliza mucho para proteger el acero de la oxidación.
Anodizado: Proceso electroquímico que se aplica sobre todo al aluminio. Forma una capa de óxido dura, resistente al desgaste y anticorrosiva en la superficie del material. La capa también puede teñirse de varios colores.
Pulido y abrillantado: Procesos mecánicos que implican el uso de abrasivos para alisar la superficie y darle un aspecto brillante y reflectante que se utiliza principalmente con fines decorativos en materiales como el acero inoxidable o el aluminio.
Chorro de arena (chorro abrasivo): Proceso por el que se lanza material abrasivo contra la superficie que se va a limpiar o para eliminar incrustaciones o revestimientos antiguos o para conseguir un acabado superficial determinado (acabado mate) antes de pintar o revestir.
El acabado de superficies es el último proceso de la fabricación de productos que garantiza que el producto no sólo cumpla la función prevista, sino que también tenga el aspecto y la durabilidad deseados.
Control de calidad e inspección: Garantizar las normas
Las fases de aseguramiento y control de la calidad son componentes esenciales del proceso de fabricación de metales. La garantía de calidad asegura que el producto final cumple los requisitos y normas de calidad. La inspección comienza con la evaluación del material primitivo y llega hasta la evaluación del producto final. Algunos de los métodos incorporados para la inspección incluyen:
Inspección visual: Esto implica examinar el artículo para detectar cualquier daño claro y visible, como arañazos, grietas o medidas incorrectas.
Inspección dimensional: Estos procesos de verificación implican el uso de herramientas de medición, como calibres, galgas y micrómetros. Comprueban si las dimensiones de las piezas fabricadas se corresponden con las especificaciones del diseño.
Ensayos no destructivos (END): Para encontrar defectos internos en el metal se utilizan técnicas como los ensayos por ultrasonidos, los ensayos por partículas magnéticas o los ensayos radiográficos. Lo mejor es que no daña el producto ya fabricado.
Inspección de soldadura: Se considera que las soldaduras son resistentes y cumplen los requisitos de calidad si superan la inspección visual y los END.
La garantía de calidad y la inspección son fundamentales para garantizar que los productos metálicos fabricados sean seguros, duraderos y no presenten defectos.

Principales materiales utilizados en la fabricación
La fabricación de metales implica el uso de una serie de productos que están hechos de materiales metálicos y cada uno de ellos tiene sus propias características y usos. Algunos de los materiales más comunes son:
| Material | Densidad (g/cm³) | Resistencia a la tracción (MPa) | Tasa de corrosión (mm/año) | Conductividad eléctrica (% IACS) | Conductividad térmica (W/m-K) | Maquinabilidad | Coste | Aplicaciones comunes |
| Acero | 7.85 | 400-600 | 0.2 | 1 | 50-60 | Moderado | $ | Construcción, automoción, herramientas, puentes, piezas mecánicas |
| Acero inoxidable | 7.90 | 500-800 | 0.01 | 2-3 | 15-25 | Difícil | $$ | Procesamiento de alimentos, equipos médicos, elementos arquitectónicos, entornos corrosivos |
| Acero aleado | 7.85 | 600-1200 | 0.1 | 1 | 50-60 | Moderado a difícil | $$ | Maquinaria pesada, herramientas, piezas de automóviles, equipos militares |
| Aluminio | 2.70 | 100-250 | 0.1 | 61 | 200 | Fácil | $$ | Aeroespacial, automoción, construcción, electrónica, electrónica de consumo |
| Cobre | 8.96 | 200-250 | 0.05 | 100 | 400 | Moderado | $$$ | Cableado eléctrico, equipos eléctricos, fontanería, intercambiadores de calor, materiales para tejados |
| Latón | 8.40 | 200-350 | 0.05 | 28-45 | 120 | Fácil | $$ | Herrajes, artículos de decoración, instrumentos musicales, electrónica |
| Titanio | 4.43 | 900-1200 | 0.005 | 3-4 | 15-20 | Difícil | $$$ | Aeroespacial, implantes médicos, equipos de procesamiento químico, aplicaciones de alto rendimiento |
Nota: Las propiedades se basan en valores estándar o medios y pueden variar en función de la composición del material y los métodos de transformación.
Aplicaciones de fabricación de metales en diversos sectores
Los resultados de los procesos de fabricación de metales dan soporte a numerosas industrias y productos esenciales para el mundo moderno. La adaptabilidad y escalabilidad de estas técnicas permiten aplicaciones que van desde pequeñas piezas a grandes construcciones:
Automóvil: Piezas de motor, bastidores de chasis, paneles de carrocería, sistemas de escape, soportes.
Aeroespacial: Depósitos de combustible, trenes de aterrizaje, componentes de satélites, fuselajes y componentes de motores.
Construcción: Cubiertas y revestimientos metálicos, puentes, conductos, vigas y columnas de acero estructural, barandillas, escaleras.
Electrónica: Carcasas para ordenadores y servidores, disipadores térmicos, chasis para electrónica de consumo, soportes de montaje. (A menudo requiere la fabricación de chapas metálicas de precisión).
Maquinaria industrial: Cerramientos de máquinas, protecciones, bastidores, brazos robóticos, cintas transportadoras y equipos de procesamiento.
Energía: Componentes y torres para turbinas eólicas, oleoductos, estructuras de plataformas petrolíferas, componentes de centrales eléctricas y armazones para paneles solares.
Médico: Implantes e instrumentos quirúrgicos, armazones y cajas de equipos médicos
Bienes de consumo: Utensilios de cocina, herramientas, equipos recreativos, electrodomésticos (lavadoras, frigoríficos) y armazones de muebles.
Construcción naval: Estructura interna, cascos, cubiertas y superestructuras.
Esta lista no es exhaustiva, pero demuestra la importancia crítica y generalizada de la fabricación de metales para la economía mundial.
Elegir el proceso de fabricación adecuado
La elección del proceso o procesos de fabricación adecuados es muy importante para lograr el objetivo de la forma deseada. Hay que tener en cuenta los siguientes factores:
Tipo de material y grosor: Algunos procesos son más adecuados para determinados tipos de material o grosor, por ejemplo, el corte por plasma para chapas gruesas y el láser para chapas finas.
Tolerancias y precisión: La alta precisión puede requerir corte por láser, corte por chorro de agua o mecanizado CNC, que son caros. Es posible que unas tolerancias más laxas permitan utilizar técnicas más rápidas y baratas, como el cizallado o el corte por plasma.
Parte Complejidad y Geometría: Las formas complejas pueden requerir corte por láser o chorro de agua, mecanizado CNC multieje o conformado complejo. Algunas de las formas más sencillas pueden conseguirse con cizallado y plegado sencillo.
Volumen de producción: La producción de grandes volúmenes puede realizarse mediante estampación o soldadura robotizada, que tiene un elevado coste inicial de utillaje. Los lotes pequeños o de primera producción suelen realizarse con métodos como el corte por láser, el plegado en prensa y la soldadura manual porque su puesta en marcha es más barata.
Limitaciones presupuestarias: Algunos procesos tienen diferentes costes de funcionamiento en términos de mano de obra, consumibles y energía, así como los costes de los bienes de equipo. Es fundamental encontrar un equilibrio entre la calidad y el rendimiento, por un lado, y la cantidad de dinero disponible, por otro.
Calidad de canto y acabado deseados: Es menos probable que el corte por chorro de agua y láser requiera un acabado secundario en comparación con el corte por plasma o aserrado. Los requisitos de acabado de la superficie determinarán si es necesario esmerilar, pulir, pintar o chapar.
Plazo de entrega: En comparación con otros procesos, el cizallado, el punzonado y algunos métodos de soldadura automatizada son más rápidos, por lo que son preferibles para plazos ajustados. No obstante, deberán cumplir otros requisitos.
Cada vez se necesita más de un proceso para fabricar un producto final. La selección de procesos optimizados en cuanto a calidad, coste y entrega es posible mediante un análisis detallado de estos factores, preferiblemente al principio de la fase de diseño.
¿Busca un socio para la fabricación de chapas metálicas? Descubra las ventajas de TZR
Si su proyecto implica la fabricación de chapas metálicas de precisión, TZR es una empresa fiable con la que trabajar. Llevamos más de dos décadas en el negocio y ofrecemos una amplia gama de servicios para los sectores de automoción, dispositivos médicos, impresoras 3D y energías renovables. Nuestros equipos de última generación incluyen una cortadora láser de 20.000 W, equipos de inspección de tamaño completo, brazos de plegado automatizados y anodizado.
Dominamos técnicas como el corte por láser, el corte por plasma, el corte de tubos por láser, el punzonado CNC, el curvado de tubos y el curvado de precisión, y manejamos con pericia diversas chapas de acero, como acero inoxidable, aluminio, cobre y latón, con un profundo conocimiento de sus necesidades específicas. Comprometidos con la norma ISO 9000 y con un índice de calidad de 98%, cumplimos las normas internacionales. Tanto si se trata de lotes pequeños como de producción en masa, TZR le ofrece presupuestos razonables. Además, también puede disfrutar de nuestro equipo DFM con 30 años de experiencia para la mejora del diseño. Póngase en contacto con TZR hoy mismo para obtener más información sobre cómo podemos ayudarle con su proyecto y obtener ventaja.

Conclusión
La fabricación de metales es un campo complejo que abarca un gran número de procedimientos, incluidos distintos tipos de fabricación de metales, y factores que hay que tener en cuenta. Desde la fase de diseño y planificación hasta la de control de calidad e inspección, todas las fases son importantes para la fabricación de productos metálicos funcionales y duraderos. Para cualquier persona que se dedique a la fabricación o la ingeniería es crucial comprender los procesos básicos, los materiales utilizados en los procesos y los factores que determinan la elección del proceso. Con el avance de la tecnología, la industria de la fabricación de metales también crecerá y proporcionará formas mejores y más eficientes de crear estructuras en la sociedad.
FAQS
P: ¿Cómo se determina el coste de la fabricación de metal?
A: El coste de la fabricación de metal incluye el coste de los materiales utilizados, el coste de la mano de obra, el coste del equipo utilizado y el tiempo necesario para procesar los materiales. Todos estos factores contribuyen a determinar el coste de fabricación de una pieza metálica.
P: ¿Qué medidas se toman para mantener la precisión en la fabricación de metales?
A: Para lograr una alta precisión, es necesario elegir el proceso de fabricación adecuado, utilizar máquinas y equipos precisos, establecer parámetros tecnológicos racionales y controlar el proceso y hacer correcciones si es necesario. Además, el uso de instrumentos de medición de alta precisión, como las máquinas de medición por coordenadas, para realizar comprobaciones periódicas garantiza que el producto final ha alcanzado la precisión requerida.
P: ¿Qué medidas se toman para garantizar la coherencia en la producción por lotes?
A: Se pueden adoptar las siguientes medidas para mantener la coherencia en la producción por lotes: El equipo y las herramientas utilizados en el proceso de producción deben ser de alto nivel, el proceso de producción debe estar bien definido, los empleados deben estar bien formados y debe haber un estricto cumplimiento del proceso. Hay dos tipos de sistemas que pueden implantarse durante la producción para garantizar que los productos cumplen la calidad exigida: los sistemas de control automatizado y los sistemas de adquisición de datos.