El grabado por láser en aluminio es actualmente una de las formas más eficaces de hacer marcas duraderas y precisas. Funciona bien tanto para productos industriales como de consumo. El método ofrece un resultado limpio y permanente, perfecto para etiquetar, marcar o personalizar.
El proceso utiliza tecnología óptica moderna para enfocar un rayo láser sobre la superficie de aluminio. Crea marcas nítidas y duraderas que resisten el calor, el desgaste y la corrosión sin decolorarse.
Para los ingenieros, la principal ventaja es la trazabilidad y la coherencia. Cada pieza puede tener una identificación única y segura que permanece legible incluso en condiciones adversas. Para los diseñadores, permite patrones de alto contraste y detalles finos sin revestimientos ni materiales adicionales.
¿Qué es el grabado por láser en aluminio?
El grabado por láser es un proceso sin contacto que utiliza un rayo láser enfocado para eliminar o cambiar una fina capa superficial de aluminio. La luz calienta el metal a más de 2.400 °C, convirtiéndolo en vapor y formando una marca precisa basada en el patrón digital.
Este proceso no añade tinta ni revestimiento. Cambia el propio metal, haciendo que la marca forme parte de la superficie. Como el punto láser puede ser inferior a 30 micras, puede crear códigos de barras, códigos QR, texto y logotipos muy finos. A diferencia del grabado mecánico, ninguna herramienta toca la superficie, por lo que no hay desgaste ni distorsión.
Por qué el aluminio es ideal para el grabado láser?
El aluminio se utiliza ampliamente en productos aeroespaciales, electrónicos y médicos por una buena razón. Es ligero, fuerte y resistente a la corrosión. Estas mismas características lo hacen excelente para el grabado por láser.
Su estructura uniforme absorbe la energía uniformemente, proporcionando marcas limpias y suaves. La capa de óxido natural reacciona bien al láser, creando un fuerte contraste entre las zonas grabadas y la base.
Cuando el aluminio está anodizado, el resultado mejora aún más. La película de óxido, que suele tener entre 10 y 25 micras de grosor, absorbe eficazmente la energía del láser y produce marcas negras o blancas nítidas, según la configuración. La marca se mantiene nítida con muy poca distorsión por calor.
En entornos hostiles con rayos UV, productos químicos o niebla salina, las marcas de aluminio anodizado permanecen legibles tras más de 500 horas de pruebas ASTM B117, superando con creces a las etiquetas impresas o grabadas químicamente.
Cómo funciona el grabado láser en aluminio?
Comprender lo que ocurre cuando la energía láser se une al aluminio ayuda a los ingenieros a controlar la calidad y el contraste. He aquí cómo la ciencia que hay detrás de la luz y el calor se traduce en marcas permanentes.
Interacción láser-material
Cuando el rayo láser incide en el aluminio, transfiere energía a la superficie. El calor funde y vaporiza pequeñas zonas, formando diminutos surcos o picaduras. A continuación, el metal expuesto se oxida ligeramente, creando un contraste visible.
Este efecto se controla ajustando la potencia, la frecuencia del pulso y la duración. Los láseres de fibra suelen utilizar pulsos de entre 10 y 200 nanosegundos, que proporcionan suficiente profundidad sin sobrecalentar la pieza.
Parámetros clave del proceso y sus funciones
| Parámetro | Función | Efecto en los resultados |
| Potencia láser (W) | Producción total de energía | Controla la profundidad, la velocidad y el color de oxidación |
| Velocidad de escaneado (mm/s) | Velocidad de movimiento del haz | Equilibra el contraste con la duración del ciclo |
| Frecuencia de impulsos (kHz) | Número de impulsos por segundo | Más alto = marcas más suaves, más bajo = cortes más profundos |
| Desplazamiento del enfoque (mm) | Punto focal del haz | Afecta a la nitidez del marcado |
| Asistencia neumática | Elimina los residuos | Mantiene la superficie limpia y la óptica despejada |
Estos ajustes funcionan conjuntamente. Aumentar la potencia sin cambiar la frecuencia puede fundir demasiado la capa de óxido, creando una marca brillante pero de bajo contraste. En las fábricas, los ingenieros almacenan los ajustes optimizados en bibliotecas digitales para garantizar la uniformidad y reducir el tiempo de configuración.
Por qué el control de procesos garantiza la fiabilidad del producto?
En sectores como la automoción y la electrónica, incluso una pequeña variación de profundidad puede provocar errores en la lectura de códigos de barras. Una diferencia de solo 0,05 mm puede afectar al modo en que los sensores leen los códigos.
La estabilidad de los parámetros láser no es sólo estética: garantiza el cumplimiento de las normas de trazabilidad ISO 9001 e IATF 16949. Un control constante permite una inspección automatizada y un seguimiento de la producción fiables.
Tipos de láser utilizados para el grabado en aluminio
Los distintos láseres producen resultados diferentes. Cada longitud de onda interactúa con el aluminio a su manera, lo que afecta al contraste, la velocidad y el acabado superficial.
Láseres de fibra - Precisión industrial
Los láseres de fibra emiten luz a 1064 nm, que el aluminio absorbe bien. Crean grabados profundos y de alto contraste con daños mínimos en la superficie.
Sin espejos móviles ni sistemas de gas, los láseres de fibra casi no necesitan mantenimiento y pueden durar más de 100.000 horas. Son ideales para el marcaje de piezas, números de serie y seguimiento de productos.
Lo mejor para: piezas mecanizadas, accesorios aeroespaciales, carcasas electrónicas y placas de identificación de automóviles.
Láseres de CO₂ - Para aluminio revestido o anodizado
Los láseres de CO₂ funcionan a 10,6 µm, una longitud de onda que refleja el aluminio desnudo. Pero funcionan muy bien en superficies anodizadas o recubiertas. Eliminan la capa superior en lugar del metal base, lo que crea un contraste nítido a la vez que mantiene la superficie lisa.
Esto las hace ideales para paneles decorativos, etiquetas y señalización en los que la apariencia importa más que la profundidad. También se utilizan para materiales compuestos y laminados con bases de aluminio.
Consejo: Los láseres de CO₂ son suaves con las superficies e ideales para marcar revestimientos sin dañar el metal subyacente.
Láseres de diodo y MOPA - Control fino y efectos de color
Los láseres de diodo compactos (450-455 nm) se suelen utilizar para aluminio anodizado o recubierto. No son tan potentes como los láseres de fibra, pero son perfectos para diseños pequeños, prototipos y marcas ligeras.
Los láseres de fibra MOPA (Master Oscillator Power Amplifier) permiten controlar con precisión la anchura y la frecuencia de los pulsos. Ajustando con precisión estos parámetros, pueden crearse efectos de color como azul, gris u oro en aluminio anodizado, todo ello sin pintura ni tinte.
Condiciones de la superficie y su efecto en los resultados
La textura y el revestimiento de la superficie del aluminio determinan la eficacia del láser. Descubra cómo la preparación y el acabado influyen directamente en la claridad y consistencia del grabado.
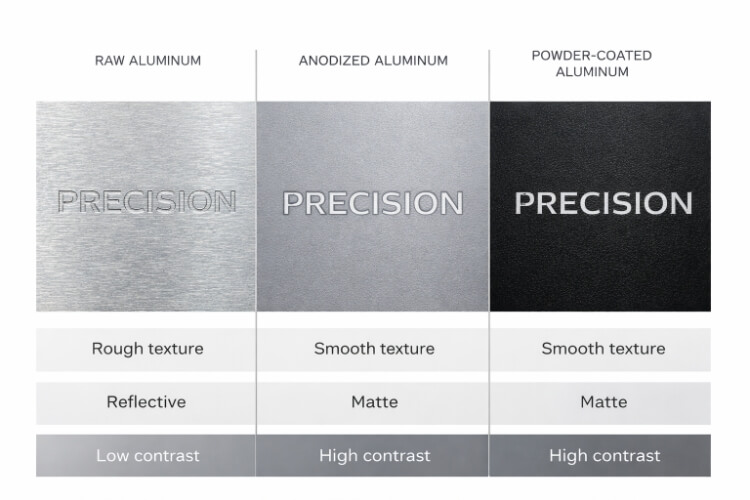
Aluminio bruto
El aluminio desnudo refleja aproximadamente 90% de luz láser infrarroja. Esto limita la profundidad de grabado y crea un color desigual. Aumentar la potencia o reducir la velocidad de escaneado puede ayudar, pero puede provocar fusión o acumulación de residuos.
Un método mejor es la preparación de la superficie. El chorro de arena ligero o el grabado químico reducen la reflectividad y permiten una absorción uniforme. Para piezas o carcasas finas, los láseres de fibra de pulso corto (10-50 ns) proporcionan suficiente profundidad sin causar distorsión.
Consejo de ingeniería: Para el aluminio en bruto utilizado en ensamblajes, el grabado poco profundo (≤0,05 mm) mantiene la planitud al tiempo que permanece visible bajo aceite o revestimientos.
Aluminio anodizado
El aluminio anodizado ofrece los resultados más consistentes y atractivos. La capa de óxido, que suele tener un grosor de 10-25 micras, absorbe eficazmente la energía láser y permite un control preciso del contraste.
Durante el grabado, el láser elimina o altera parte de esta capa de óxido, produciendo variaciones de color como el blanco brillante, el gris oscuro o el negro intenso. El ajuste de la frecuencia de pulso y la densidad de energía modifica el tono y la nitidez.
Como la capa de óxido protege el metal base, la resistencia a la corrosión permanece intacta. Incluso tras largas exposiciones a la niebla salina o a los rayos UV, las marcas permanecen nítidas y legibles.
Aluminio pintado y recubierto de polvo
En pintura o aluminio con recubrimiento de polvoEl láser elimina el revestimiento en lugar del metal. El aluminio expuesto debajo crea un marcado contraste de color con la superficie restante.
Dado que los revestimientos en polvo son más gruesos y resistentes al calor, necesitan una potencia ligeramente superior o velocidades de escaneado más lentas. El objetivo es vaporizar el recubrimiento justo para exponer el metal sin quemar los bordes.
Superficies pulidas y reflectantes
Aluminio pulido tiene un aspecto elegante pero es difícil de grabar. Su superficie de espejo refleja gran parte de la energía láser, lo que reduce la eficacia del marcado y puede dañar la óptica.
Para solucionarlo, aplique un spray negro temporal o un revestimiento soluble en agua antes de grabar. Absorbe la energía uniformemente y puede lavarse después, dejando marcas claras y nítidas.
Aplicaciones industriales frente a aplicaciones creativas
El grabado por láser sirve tanto a ingenieros como a artistas. Esta sección muestra cómo la misma tecnología permite una trazabilidad precisa en las fábricas y diseños asombrosos en los estudios.
Marcaje industrial y trazabilidad
En la industria, el grabado por láser garantiza la trazabilidad, el control de calidad y la conformidad. Cada pieza puede llevar números de serie, códigos QR o información de lote resistente al desgaste y a los productos químicos.
Por ejemplo, los proveedores de la industria automovilística y aeroespacial marcan carcasas de aluminio o soportes como parte de su proceso de calidad. Los códigos siguen siendo legibles incluso después del anodizado o revestimiento.
Cuando se conectan a sistemas MES o ERP, las máquinas láser pueden asignar automáticamente números de serie y almacenar registros digitales, lo que reduce los errores humanos y mejora la precisión del seguimiento.
Aplicaciones personalizadas y decorativas
El grabado por láser también es popular entre diseñadores, artistas y pequeños fabricantes. Su capacidad para crear detalles finos y contrastes permanentes lo hace perfecto para galardones, señalización, placas de marca y productos personalizados.
Los programas informáticos modernos admiten sombreados vectoriales, degradados en escala de grises y efectos de textura, lo que permite a los grabadores diseñar superficies creativas sin tintas ni pinturas. Con aluminio anodizado o revestido, puede conseguirse una amplia gama de acabados, desde mate hasta brillante.
Optimización de procesos y control de parámetros
El ajuste fino de la potencia, la velocidad y el enfoque transforma los buenos grabados en impecables. Así es como los parámetros controlados mantienen la fiabilidad y la eficacia en toda la producción.
Equilibrio entre potencia, velocidad y frecuencia
La potencia define cuánta energía se aplica, mientras que la velocidad controla el tiempo de exposición. La frecuencia afecta al aspecto liso o texturizado de la superficie.
- Para marcas profundas (uso industrial), utilice alta potencia (60-100 W), baja frecuencia (20-40 kHz) y velocidad moderada (300-600 mm/s).
- Para texto fino o imágenesUtilizan menos potencia (30-50 W), más frecuencia (60-100 kHz) y más velocidad (800-1200 mm/s).
Demasiado calor provoca acumulación de óxido o decoloración, mientras que muy poca energía crea marcas tenues.
Gestión del calor y la difusión térmica
El aluminio conduce el calor con gran eficacia (~237 W/m-K), por lo que el control de la temperatura es fundamental. Si no se controla, el calor puede provocar deformaciones o cambios de color en las piezas finas.
El uso de láseres de pulso corto o modos de ráfaga reduce la propagación del calor. La refrigeración por aire comprimido o nitrógeno también ayuda a mantener limpia la superficie y evita la oxidación.
Enfoque de precisión y superposición de haces
Un enfoque preciso maximiza la densidad de energía y la nitidez de los bordes. La mayoría de los láseres de fibra necesitan una precisión de enfoque de ±0,1 mm. Cualquier desviación puede provocar una profundidad irregular o líneas borrosas.
El solapamiento del haz determina la textura de la superficie. Para las marcas industriales, el solapamiento 70-80% garantiza un sombreado suave y uniforme. Para trabajos decorativos, el solapamiento 60-65% proporciona un aspecto texturado con más profundidad visual.

Comparación del grabado por láser con otros métodos de marcado
El grabado por láser ha sustituido ampliamente a las técnicas de marcado mecánico, químico e impreso para componentes de aluminio. En la tabla siguiente se resume por qué:
| Método | Durabilidad | Precisión | Mantenimiento | Impacto medioambiental | Uso común |
| Grabado por láser | Permanente | ±0,02 mm | Bajo | Limpio (sin productos químicos) | Identificación industrial, marca |
| Grabado mecánico | Permanente | ±0,05 mm | Desgaste de la herramienta | Ruido, chips | Etiquetas en serie profundas |
| Grabado químico | Semipermanente | ±0,03 mm | Moderado | Ácidos residuales | Acabados decorativos |
| Impresión / Etiquetado | Temporal | ±0,05 mm | Alta | Consumibles | Etiquetado a corto plazo |
Ventajas del láser:
- Sin consumibles → menor coste de funcionamiento.
- Sin contacto → sin desgaste de la herramienta ni deformación de la pieza.
- Control digital → cambios más rápidos y gran personalización.
- Ecológico → elimina los residuos químicos y los vapores de disolventes.
Errores comunes y solución de problemas
Incluso los sistemas láser bien calibrados pueden producir resultados incoherentes si se pasan por alto detalles de configuración o ambientales. Detectar estos problemas a tiempo ayuda a mantener una calidad estable y a reducir las piezas desechadas.
Enfoque excesivo o incorrecto
Un exceso de potencia o una mala alineación del foco suelen provocar defectos visuales. Cuando la densidad de energía es demasiado alta, la superficie se funde en lugar de vaporizarse, lo que provoca bordes borrosos, cráteres brillantes o halos oscuros.
Si el contraste disminuye tras un uso prolongado, inspeccione el objetivo en busca de polvo o residuos. Incluso una capa fina puede dispersar la luz y desplazar el enfoque más de 0,1 mm. Limpie la óptica con regularidad y recalibre el eje Z para mantener el haz correctamente enfocado.
Consejo para solucionar problemas: Antes de la producción, realice una rápida "prueba de escala de potencia" en incrementos de 10-20% para encontrar el ajuste que ofrezca el contraste más nítido y limpio.
Mala preparación de la superficie
El polvo, el aceite o la oxidación de las superficies de aluminio pueden bloquear o difuminar el haz, provocando una profundidad irregular y tonos desiguales. Limpie siempre con alcohol isopropílico antes de grabar.
Para materiales pulidos a espejo o muy reflectantes, aplique un revestimiento mate temporal o un spray negro para absorber la energía láser de manera uniforme. El revestimiento puede enjuagarse tras el marcado sin que afecte al acabado.
Por qué es importante: Una mala preparación no sólo reduce el contraste del grabado, sino que también acorta la vida útil de la lente al reflejar el calor en la óptica.
Refrigeración o control de humos insuficientes
La alta conductividad térmica del aluminio propaga el calor rápidamente, y los humos atrapados pueden manchar la zona grabada. Sin la asistencia de aire o la extracción adecuadas, los óxidos finos se redepositan y dejan sombras grises.
Mantenga un flujo de aire constante de 20-30 L/min a través de la superficie durante el grabado. Para sistemas cerrados, utilice extracción filtrada con etapas HEPA y carbón activado para eliminar el polvo microscópico de aluminio.
Consejo: Si aparece decoloración, acorte la duración del pulso o añada pausas entre pasadas para dejar que la superficie se enfríe de forma natural.
Conclusión
El grabado por láser en aluminio ofrece un equilibrio entre precisión, durabilidad y eficacia. Se ha convertido en un método de fabricación fiable para la trazabilidad, la identidad del producto y el rendimiento a largo plazo.
Al comprender cómo interactúan el tipo de material, el acabado de la superficie y los ajustes del láser, los ingenieros pueden producir marcas claras y duraderas que resistan el calor, el desgaste y la corrosión.
Si sus piezas de aluminio necesitan una identificación duradera o una marca de primera calidad, comience con una prueba de parámetros. Identifique la aleación y el tipo de superficie y, a continuación, ajuste la potencia del láser, la frecuencia y el enfoque para obtener el mejor contraste.
¿Desea marcar sus piezas de aluminio con precisión duradera? Nuestro equipo ofrece servicios de grabado por láser adaptados a las necesidades industriales y comerciales, desde códigos de serie duraderos hasta marcas superficiales finas. Envíenos hoy mismo sus planos o detalles del proyecto. Nuestros ingenieros le guiarán paso a paso y le recomendarán la mejor configuración láser para sus piezas.