En ingeniería y fabricación, la precisión no es un concepto, sino un requisito medible. Para que una pieza de chapa metálica encaje, funcione y rinda como se desea, las propiedades físicas de cualquier componente deben estar dentro de unos límites definidos. Las tolerancias son los factores que controlan este importante concepto en el campo de la fabricación de chapas metálicas. Las tolerancias de la chapa metálica son conocimientos esenciales para diseñadores, ingenieros y especialistas en compras. Es el lenguaje que sirve de puente entre la intención del diseño y la realidad de la fabricación, y tiene un impacto directo en el montaje, el rendimiento, la calidad y el coste final de un producto.
Esta guía es un análisis práctico y detallado de las tolerancias de la chapa metálica. Las desglosaremos para ver en qué consisten, consideraremos las miríadas de factores, incluidos los distintos metales y espesores de chapa, que las afectan, daremos valores estándar de materiales y procesos comunes, y hablaremos de las normas industriales que regulan su uso. El objetivo es proporcionarle los conocimientos necesarios para diseñar algo que sea funcional y fabricable y para comunicarse con los socios de fabricación de forma eficaz y clara.
¿Qué son las tolerancias en chapa metálica?
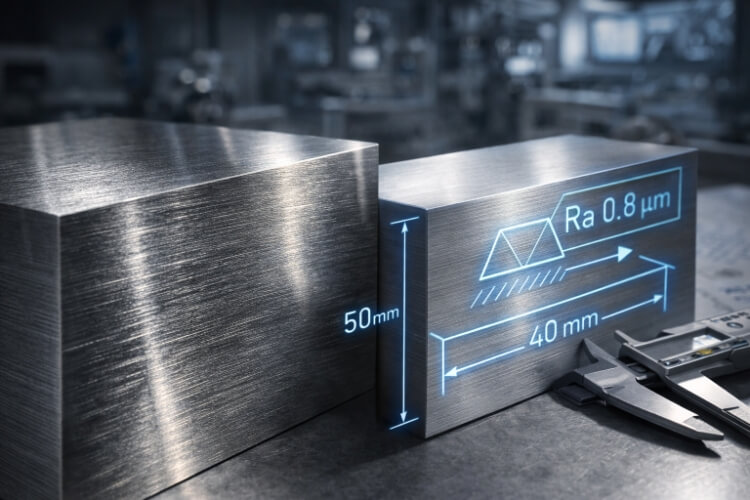
El límite o rango de variación permitido en una dimensión o característica geométrica concreta de una pieza fabricada se denomina tolerancia de chapa metálica. Esencialmente, es el grado en que la medida de una pieza acabada puede variar con respecto al valor nominal indicado en un plano de ingeniería sin afectar a la funcionalidad de la pieza. Por ejemplo, un plano puede indicar que una pieza mide 100 mm de largo. Una tolerancia de +/- 0,2 mm significa que cualquier pieza acabada entre 99,8 mm y 100,2 mm es aceptable.
La necesidad de tener tolerancias se basa en un hecho muy simple: es imposible alcanzar la perfección en la fabricación y no es económicamente viable. Existen pequeñas diferencias naturales en todos los procesos de fabricación, incluidos el corte y el plegado. Estas pequeñas desviaciones están causadas por el desgaste de las herramientas, la calibración de las máquinas, las inconsistencias de los materiales y los factores ambientales.
Las tolerancias tienen dos funciones. En primer lugar, proporcionan un objetivo claro e inequívoco al fabricante en cuanto a los requisitos de diseño, lo que establece los límites de la calidad aceptable. En segundo lugar, proporcionan al diseñador un control sobre las características más importantes del ajuste y la funcionalidad de una pieza. El diseñador puede proporcionar el rendimiento del producto y controlar los costes de fabricación asignando tolerancias más estrictas a las características que son críticas para la alineación o el montaje y tolerancias más laxas a las características que no son críticas. Una pieza sin tolerancias bien definidas es una pieza que se deja al azar, y puede dar lugar a fallos de montaje, defectos funcionales y retrasos en el proyecto.
Tipos de tolerancias de chapa metálica
Las tolerancias no son un concepto único, sino que se dividen en función de la característica que rigen. Un diseño completo necesita una mezcla de estos tipos para especificar completamente la geometría aceptable de una pieza.
Tolerancias dimensionales
Es la forma más frecuente de tolerancias y se aplican a las medidas lineales y angulares de una pieza. Predominan en el tamaño.
- Tolerancias bilaterales: La tolerancia se admite en ambos sentidos, positivo y negativo, de la dimensión nominal (por ejemplo, 50 mm +0,1 mm -0,1 mm). Es el formato más común.
- Tolerancias unilaterales: La variación sólo se permite en una dirección con respecto a la dimensión nominal (por ejemplo, 20 mm +0,2/-0,0 mm). Suele aplicarse cuando debe garantizarse una holgura o un ajuste de interferencia en una sola dirección.
- Dimensiones límite: Los límites superior e inferior se indican directamente y no es necesario realizar ningún cálculo (por ejemplo, 49,9 mm - 50,1 mm). Es el método más inequívoco y explícito de expresar una tolerancia dimensional.
Dimensionado geométrico y tolerancias (GD&T)
Mientras que las tolerancias dimensionales rigen el tamaño de las características, las tolerancias geométricas rigen su forma, orientación y ubicación. Este sistema ofrece un método mucho más preciso de especificar los requisitos funcionales de una pieza. Los más importantes son:
- Planitud: Regula la salida de una superficie hacia un plano ideal.
- Perpendicularidad: Regula la proximidad de una superficie o eje a un ángulo ideal de 90 grados con respecto a un punto de referencia.
- Paralelismo: Regula el paralelismo de una superficie o eje con respecto a un plano o eje de referencia.
- Cargo: Especifica un intervalo en el que se puede permitir que el eje o plano central de un elemento se desvíe con respecto a su ubicación real (teóricamente exacta).
- Perfil de una superficie: Define un límite uniforme en una superficie en la que los elementos de la superficie tienen que estar contenidos.
GD&T es una herramienta que no se puede ignorar en montajes complejos de chapa metálica en los que la relación de las características es primordial.
Factores clave que influyen en las tolerancias de las chapas metálicas

El valor final tolerable en un componente de chapa metálica no es una selección aleatoria, sino una complicada interrelación de variables físicas y de procedimiento. Es importante considerar estas variables en la fase de diseño para tener expectativas realistas.
Propiedades del material y grosor
El tipo de chapa es un factor importante que determina la precisión que puede alcanzarse. Los materiales más blandos, como el aluminio, son más propensos a deformarse en el proceso de mecanizado que los materiales más duros, como el acero. Además, las características del material, incluidas la ductilidad y la dureza, influyen en su comportamiento bajo cargas de corte, punzonado y flexión. Las chapas más gruesas necesitan mucha más fuerza para procesarse, lo que puede provocar una mayor variabilidad en el proceso y mayores márgenes de tolerancia. La capacidad de controlar el ángulo de curvatura de una chapa de acero de 3 mm de grosor es una tarea completamente distinta a la capacidad de controlar una chapa de aluminio de 0,8 mm de grosor.
Procesos y equipos de fabricación
Todo proceso de fabricación requiere un cierto grado de precisión. La precisión de las cortadoras láser de fibra modernas es muy alta, normalmente superior a +/- 0,1 mm, mientras que una operación de cizallado manual puede tener una precisión de +/- 1,0 mm. Del mismo modo, una prensa plegadora CNC automatizada con calibres traseros automáticos y sistemas de corrección de ángulos puede mantener tolerancias de ángulos de plegado mucho más ajustadas que una plegadora manual. La selección del proceso es un compromiso directo entre la precisión necesaria y el coste del proceso.
Capacidades y calibración de la máquina
Además del tipo de equipo, es importante tener en cuenta el estado de la máquina. Una máquina que esté en buen estado y se calibre con frecuencia dará como resultado una alta repetibilidad y precisión de las piezas. Las herramientas desgastadas, las piezas de la máquina que no estén alineadas o los sistemas de control que no sean precisos añadirán errores que no permitirán mantener tolerancias ajustadas. Un buen fabricante gastará mucho dinero en el mantenimiento de la maquinaria y en un estricto programa de calibración para asegurarse de que lo que dice ser capaz de hacer, realmente lo hace.
Efecto Springback
En la flexión, el metal se deforma más allá de su límite elástico hasta deformarse permanentemente. Pero cuando se libera la fuerza de flexión, el material tiende a recuperar parcialmente su forma original. Una curva de 90 grados puede aflojarse hasta 91 ó 92 grados. Esto se denomina springback. Desempeña un papel importante en la consecución de ángulos de curvatura correctos. Para compensarlo, los fabricantes tienen que sobrecurvar deliberadamente el material en un grado medido. El springback depende del tipo de material, espesor, radio de curvatura y utillaje, por lo que las tolerancias angulares son naturalmente más difíciles de controlar que las tolerancias de corte en línea recta.
Deformación térmica
El estrés térmico se introduce en el material mediante procesos que producen mucho calor, como el corte por láser y la soldadura. Cuando el metal está caliente, se expande; cuando está frío, se contrae. Este ciclo puede provocar deformaciones, arqueamientos y alteraciones de las dimensiones finales, sobre todo en materiales finos o piezas de gran tamaño. La región en la que influye este calor se denomina zona afectada por el calor (ZAC), que también puede tener propiedades de material modificadas. Los fabricantes experimentados emplean ciertos métodos para reducir estos efectos; sin embargo, la deformación térmica es una de las principales causas de variación.
Dirección del grano
La chapa metálica tiene una dirección de grano, que es consecuencia del proceso de laminado cuando se fabrica. Las propiedades mecánicas del material, como sus propiedades de doblado, pueden variar cuando el doblado se realiza en paralelo, perpendicular o diagonal a este grano. El curvado paralelo a la veta ("con la veta") puede dar lugar a un radio de curvatura mayor y más variable e incluso a la aparición de grietas en la parte exterior del curvado. Para lograr la repetibilidad, se aconseja a los diseñadores que, siempre que sea posible, orienten las piezas de modo que los dobleces se formen a través del grano del material.
Complejidad del diseño
En general, cuanto más complicada es la pieza, más difícil es mantener tolerancias estrictas en toda la geometría. Cada curva, orificio y característica es otra posible fuente de variación. Estas variaciones individuales pueden acumularse en toda la pieza en lo que se denomina "acumulación de tolerancias". La tolerancia de dos orificios en una placa plana puede ser de +/- 0,1 mm, pero cuando los orificios están en bridas diferentes con tres dobleces entre ellos, la tolerancia entre los orificios será mucho mayor, ya que la variación de cada operación de doblado se suma a la variación de la otra. Esto pone de relieve la importancia de unas directrices de diseño que tengan en cuenta la complejidad.
Experiencia y control de calidad del fabricante
Por último, el fabricante es capaz de mantener una tolerancia determinada. Un equipo cualificado está familiarizado con las peculiaridades del comportamiento de diversos materiales en su equipo concreto. Poseen sólidos procesos de calibración de máquinas, mantenimiento de herramientas y coherencia. Un estricto régimen de control de calidad, con frecuencia certificado según normas como ISO 9001, garantiza que las piezas se comprueban en los puntos clave y que los procesos se revisan y perfeccionan constantemente. La experiencia del fabricante es el elemento que une y regula todas las variables mencionadas.
Elección de materiales y tolerancias
Una de las decisiones iniciales y más importantes en el diseño de chapas metálicas es la selección del material. Cada material tiene una resistencia, un peso, una resistencia a la corrosión y una trabajabilidad específicos, y esto influye directamente en las tolerancias que pueden alcanzarse de forma fiable.
Tipos de material
- Acero al carbono (por ejemplo, A36, 1018): Duradero, económico y común. Es bastante estable en el procesamiento, pero es pesado y propenso a oxidarse a menos que se le dé un acabado protector.
- Acero inoxidable (por ejemplo, 304, 316): Ofrece gran resistencia a la corrosión y gran solidez. Es más difícil de doblar que el acero al carbono y tiene mayor recuperación elástica, por lo que es más difícil conseguir tolerancias de doblado estrechas.
- Aluminio (por ejemplo, 5052, 6061): Es ligero, naturalmente resistente a la corrosión y posee una buena conductividad térmica. Es menos duro y difícil de moldear que el acero, pero más propenso a la deformación térmica y los arañazos.
- Cobre y latón: Son apreciados por su elevada conductividad eléctrica y térmica. Son maleables y muy fáciles de moldear, pero también más costosos y pueden deformarse fácilmente si no se manipulan con cuidado.
Propiedades de tolerancia de los materiales
La suposición de que un material tiene un único valor de tolerancia es errónea. Más bien, el diseñador debe tener en cuenta sus características intrínsecas. La siguiente tabla resume algunas de las propiedades importantes que determinan el comportamiento de estos materiales durante la fabricación. Tolerancia La sensibilidad es un indicador cualitativo de la dificultad de mantener tolerancias estrictas con ese material, teniendo en cuenta factores como el springback y los efectos térmicos.
| Material | Tolerancia Sensibilidad | Rango de tolerancia típico | Módulo elástico (GPa) | Coeficiente de dilatación térmica (10-⁶/°C) |
| Acero al carbono (dulce) | Bajo | ±0,1 mm a ±0,3 mm | 200 | 12.0 |
| Acero inoxidable 304 | Medio | ±0,1 mm a ±0,4 mm | 193 | 17.2 |
| Aluminio 5052-H32 | Medio-Alto | ±0,1 mm a ±0,5 mm | 70 | 23.8 |
| Cobre C110 | Alta | ±0,15 mm a ±0,5 mm | 117 | 16.5 |
Nota: El margen de tolerancia típico se refiere a dimensiones lineales generales en un solo plano para espesores de chapa en torno a 1-3 mm. Estos valores son ilustrativos y pueden verse influidos por todos los factores mencionados anteriormente.
Tolerancias estándar por proceso de fabricación

El método de fabricación es un factor dominante en la precisión del producto final. A continuación se indican las capacidades de tolerancia típicas de los procesos habituales de chapa metálica.
Tolerancias de corte por láser
Las cortadoras láser modernas emplean un haz de luz muy concentrado para fundir y vaporizar el material, lo que proporciona una precisión extraordinaria y unos bordes limpios con una zona afectada por el calor (HAZ) mínima. No obstante, la precisión no es constante y depende del tamaño de la dimensión en general y de las propias características específicas.
En dimensiones lineales más pequeñas (inferiores a 100 mm), lo normal es una tolerancia ajustada de +/- 0,05 mm a +/- 0,1 mm. Cuanto mayor es la dimensión (más de 100 mm), mayor es la posibilidad de variación en todo el recorrido del cabezal de la máquina, y la tolerancia se amplía a +/- 0,5 mm. El mismo razonamiento puede aplicarse a los diámetros de los orificios, en los que un orificio más pequeño puede ser con frecuencia más ajustado que uno más grande.
Tolerancias de punzonado
El punzonado con torreta CNC es un proceso rápido y muy repetible que perfora características en una chapa con una biblioteca de herramientas endurecidas. En general, en las dimensiones lineales, las tolerancias suelen ser un poco más holgadas que en el corte por láser, normalmente entre +/-0,1 mm y +/-0,5 mm, y dependen en gran medida de la precisión de la matriz y del grosor del material. El diámetro del agujero suele ser uniforme, entre +/- 0,1 mm y +/- 0,2 mm.
La posición del orificio es un factor crítico en el punzonado. Aunque un solo punzón es muy preciso, una serie de punzones sobre una sección puede causar un error acumulativo, lo que provoca una tolerancia posicional de +/- 0,13 mm a +/- 0,25 mm.
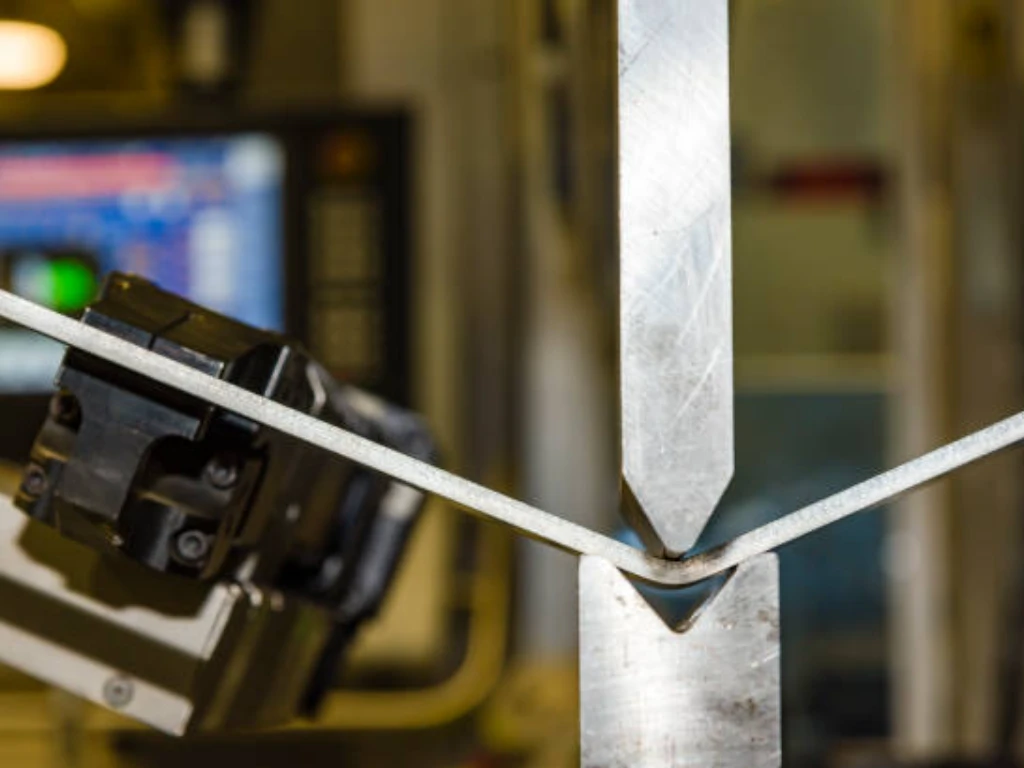
Tolerancias de plegado
El proceso más importante que influye en la geometría final y en el que las propiedades del material tienen más influencia en las tolerancias es el plegado.
- Tolerancia angular: Los ángulos de curvatura suelen tolerarse entre +/- 0,5 y +/- 1,0 grados debido al tipo de material, el grosor y el efecto de recuperación elástica.
- Dimensión lineal (post-curvatura): Las dimensiones entre curvas se ven influidas por el estiramiento del material que tiene lugar durante el conformado. Como resultado, la tolerancia de las dimensiones lineales de una o más curvas es más amplia, normalmente entre +/- 0,3 mm y +/- 0,8 mm.
Tolerancias de estampado y conformado
El estampado utiliza matrices hechas a medida para formar piezas a gran velocidad. El coste inicial de la matriz es elevado, pero el coste por pieza es muy bajo para la producción de grandes volúmenes. Aunque las dimensiones lineales básicas y los diámetros de los orificios pueden mantener tolerancias de ±0,1 mm a ±0,5 mm, similares a las del punzonado, este proceso también incluye operaciones de conformado complejas.
Las tolerancias de estas características formadas son naturalmente más amplias, oscilando entre ±0,2 mm y ±0,8 mm, ya que dependen en gran medida de la ductilidad del material y del diseño específico de la matriz de formado. Esto puede incluir características como pestañas, salientes, dobladillos y la formación de un rizo o dobladillo.
Tolerancias de soldadura
La soldadura introduce un calor localizado importante, lo que provoca dilataciones y contracciones térmicas que provocan distorsiones. Es, por tanto, el menos preciso de los procesos de fabricación habituales. La magnitud de esta distorsión está directamente relacionada con la escala del trabajo. Para longitudes de soldadura cortas o componentes fijados con precisión (menos de 100 mm), pueden alcanzarse tolerancias de ±0,5 mm a ±1,0 mm. En el caso de cordones de soldadura más largos o ensamblajes complejos, los efectos de la distorsión térmica son mucho más pronunciados, por lo que se requieren tolerancias mucho más holgadas, del orden de ±1,0 mm a ±2,0 mm.
Tolerancias generales para el proceso de fabricación de chapas metálicas
| Tipo de proceso | Característica | Tolerancia típica (mm / °) | Observaciones |
| Corte por láser | Dimensión lineal (< 100 mm) | ±0.05 ~ ±0.1 | Alta precisión; afectada por el grosor del material. |
| Dimensión lineal (> 100 mm) | ±0.1 ~ ±0.5 | Cuanto mayor sea la dimensión, mayor será la tolerancia. | |
| Diámetro del orificio (por ejemplo, < 5 mm) | ±0.05 ~ ±0.1 | Depende del grosor del material; los agujeros más pequeños pueden ser más estrechos. | |
| Diámetro del orificio (por ejemplo, > 5 mm) | ±0.1 ~ ±0.15 | ||
| Perforación | Dimensión lineal (general) | ±0.1 ~ ±0.5 | Depende de la precisión de la matriz y del grosor del material. |
| Diámetro del orificio | ±0.1 ~ ±0.2 | Depende del estado del troquel; los orificios más pequeños suelen tener tolerancias más estrictas. | |
| Posición del orificio | ±0.13 ~ ±0.25 | Alta precisión para golpes individuales; el error puede acumularse en serie. | |
| Doblar | Tolerancia angular | ±0.5° ~ ±1.0° | Se ve afectado por el tipo de material, el grosor, el radio de curvatura y el springback. |
| Dimensión lineal (postcurvatura) | ±0.3 ~ ±0.8 | Especialmente en el caso de las distancias entre rasgos doblados, el estiramiento del material varía. | |
| Formando | Dimensión del elemento formado | ±0.2 ~ ±0.8 | Las tolerancias para relieves, embuticiones, etc., son más amplias; dependen de la ductilidad del material. |
| Altura del saliente / Profundidad del avellanador | ±0.2 ~ ±0.5 | Depende de la complejidad del rasgo y del material. | |
| Estampación | Dimensión lineal (general) | ±0.1 ~ ±0.5 | Muy dependiente de la precisión de la matriz y del grosor del material. |
| Diámetro del orificio | ±0.1 | ||
| Soldadura | Soldadura corta / Fijación simple (< 100 mm) | ±0.5 ~ ±1.0 | La distorsión térmica está relativamente contenida. |
| Soldadura larga / Montaje complejo (≥ 100mm) | ±1.0 ~ ±2.0 | Los efectos térmicos son más importantes y requieren tolerancias más holgadas. |
Normas y directrices industriales sobre tolerancias de chapa metálica
Para garantizar una comunicación clara entre diseñadores y fabricantes, se han desarrollado varias normas industriales.
ISO 2768
Se trata de una norma internacional que especifica tolerancias generales para dimensiones lineales y angulares, así como tolerancias geométricas para características producidas por procesos de arranque de viruta (mecanizado) o conformado. Proporciona una forma simplificada de tolerar una pieza sin especificar una tolerancia para cada dimensión. La norma ISO 2768 define varias clases de tolerancia:
- f (fino)
- m (medio)
- c (grueso)
- v (muy gruesa) Una nota en un dibujo como "Tolerancias según ISO 2768-m" aplica la clase de tolerancia media a todas las cotas que no tienen indicada una tolerancia específica.
ASME Y14.5
Se trata de la norma autorizada para el Dimensionamiento Geométrico y Tolerancia (GD&T) en Norteamérica. No proporciona valores de tolerancia. En su lugar, proporciona el lenguaje simbólico, las reglas y las definiciones para especificar los controles geométricos. Es el marco que permite a un diseñador definir con precisión los requisitos funcionales de una pieza mucho más allá de lo que es posible con simples tolerancias dimensionales.
Consejos clave de DFM para el diseño de chapa metálica
El diseño para la fabricación (DFM) es el diseño proactivo de piezas para que su fabricación sea más sencilla y menos costosa. Es importante aplicar los principios del DFM a las tolerancias.
- Tolerancias: La regla de oro es especificarlas de la forma más laxa posible. Utilice tolerancias estrictas sólo cuando sea necesario para cumplir un requisito funcional. Una de las causas más frecuentes de costes innecesarios es el exceso de tolerancias.
- Radios de curvatura estándar: El utillaje estándar de un fabricante determina los radios de curvatura más eficaces. Diseñar un radio de curvatura interior de 1,0 mm, por ejemplo, es mucho más eficaz que especificar un radio no estándar de 1,3 mm que podría requerir una configuración especial.
- Evite los agujeros en las curvas: Los agujeros deben estar al menos a 2 ó 3 veces el grosor del material del borde de plegado. Los agujeros que estén demasiado cerca pueden deformarse en el proceso de doblado.
- Mantenga las orientaciones de las curvas coherentes: Siempre que sea posible, oriente todos los pliegues en la misma dirección para evitar la reorientación de las piezas en la prensa plegadora, que es lenta y costosa.
- Hable pronto con su fabricante: Hable con su socio fabricante en la fase de diseño. Ellos podrán asesorarle sobre la fabricabilidad de su diseño y ayudarle a establecer tolerancias prácticas y rentables.

La relación directa entre las tolerancias estrictas y el coste
Existe una relación directa y exponencial entre el rigor de una tolerancia y el coste de fabricación. Reducir una tolerancia a la mitad no duplica el coste, sino que puede multiplicarlo por cuatro, cinco o incluso más. Pasar de una tolerancia estándar (por ejemplo, ±0,2 mm) a una tolerancia estricta (por ejemplo, ±0,1 mm) puede aumentar el coste en 25%. Pasar a una tolerancia de precisión (por ejemplo, ±0,05 mm) podría duplicar o triplicar el coste.
Este aumento de los costes se debe a varios factores:
- Menor velocidad de producción: Para lograr una mayor precisión, las máquinas deben funcionar a menudo a velocidades más lentas.
- Mayor tiempo de configuración y calibración: Hay que dedicar más tiempo a garantizar que la máquina esté perfectamente calibrada y que la configuración sea exacta.
- Requisito de equipamiento avanzado: El mantenimiento de tolerancias muy ajustadas puede requerir maquinaria más cara y de mayor precisión, como rodillos precisos para conformar chapas metálicas.
- Mayores costes de inspección: Las piezas deben inspeccionarse con mayor frecuencia y minuciosidad, a menudo con equipos de metrología más sofisticados.
- Aumento de la tasa de chatarra: La probabilidad de que una pieza quede fuera de un margen de aceptación muy estrecho aumenta, lo que conlleva más rechazo.
Un diseñador que entienda esta relación puede tomar decisiones con conocimiento de causa, equilibrando la necesidad de precisión de las piezas de chapa metálica con las limitaciones del presupuesto del proyecto.
Consiga sus especificaciones con la fabricación experta de TZR
Cuando se trata de fabricación de chapa metálica de precisión, su diseño es tan bueno como el equipo que le da vida. En TZR, convertimos planos detallados en realidad gracias a una combinación de maquinaria avanzada, un estricto control de los procesos y una mano de obra cualificada. Al servicio de sectores como la automoción, los dispositivos médicos, la impresión 3D y las energías renovables, estamos especializados en el trabajo con acero, acero inoxidable, aluminio, cobre y latón, y ofrecemos piezas que cumplen las especificaciones más exigentes sin comprometer la eficiencia ni el presupuesto. Esto garantiza la durabilidad y fiabilidad de los componentes de chapa metálica en el producto final.
Nuestros experimentados ingenieros colaboran directamente con usted para revisar sus diseños y proporcionarle información crítica de DFM (diseño para la fabricación), garantizando que las tolerancias especificadas sean prácticas y rentables. Con capacidades de precisión de hasta ±0,02 mm y un índice de rendimiento de 98%, nos comprometemos a ofrecer una calidad constante, incluso en curvas complejas y ángulos estrechos, minimizando al mismo tiempo las marcas y los defectos. Con el respaldo de 25 años de experiencia en la fabricación de chapa metálica y las normas ISO 9000, TZR le ayuda a superar los retos de la fabricación de precisión.
Si está desarrollando un proyecto que requiere componentes precisos de chapa metálica, le invitamos a ponerse en contacto con nuestro equipo de ingeniería. Permítanos ayudarle a sortear las complejidades de la fabricación y entregarle piezas que cumplan sus especificaciones exactas.
Conclusión
Las tolerancias de las chapas metálicas son mucho más que simples números en un plano. Son los elementos fundamentales que garantizan la funcionalidad, guían el proceso de fabricación y controlan el coste final de un componente. Un conocimiento profundo de los distintos tipos de tolerancias, de las tolerancias alcanzables y de los muchos factores que influyen en ellas, así como de las normas industriales que las rigen, es esencial para cualquier profesional implicado en el desarrollo de productos.
Si diseña pensando en la posibilidad de fabricación, especifica las tolerancias sólo en la medida funcionalmente necesaria y colabora con un socio experto en fabricación, podrá crear productos robustos, fiables y económicamente viables. Dominar los principios del tolerado es una inversión directa en la calidad y el éxito de sus proyectos.