Von Smartphone-Gehäusen bis hin zu Flugzeug-Innenausstattungen - eloxierte Aluminiumfarben definieren den modernen Look von Metalldesign. Eloxieren ist mehr als ein Oberflächenfinish. Es ist ein präzises Verfahren, das Aluminium stärker, korrosionsbeständiger und optisch ansprechender macht.
Im Gegensatz zum Lackieren oder Beschichten verändert das Eloxieren das Metall selbst. Die Farbe wird Teil des Aluminiums und nicht eine Schicht, die abplatzen oder abblättern kann. Wenn man weiß, wie sich diese Farbe bildet, kann man bei Design und Herstellung ein Gleichgewicht zwischen Aussehen, Leistung und Kosten herstellen.

Was ist anodisiertes Aluminium?
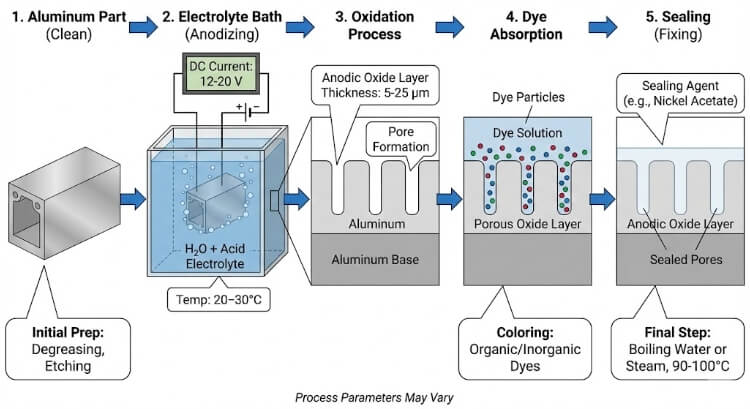
Eloxieren ist ein elektrochemisches Verfahren, das die natürliche Oxidschicht des Aluminiums verdichtet. Bei diesem Verfahren wird das Aluminiumteil zur Anode in einer sauren Lösung. Der Strom fließt durch, und der Sauerstoff reagiert mit dem Aluminium und bildet eine mikroporöse Oxidschicht (Al₂O₃), die sich mit dem Grundmetall verbindet.
Typische Schichtdicke:
- Dekorative Eloxierung: 5-25 µm
- Hart anodisiert: 25-100 µm
Die Oberflächenhärte erreicht in der Regel HV 300-500, während rohes Aluminium nur HV 100-120 aufweist. Da das Oxid aus dem Metall selbst wächst, kann es nicht abblättern oder abplatzen.
Die winzigen Poren, die sich in dieser Schicht bilden, wirken wie kleine Röhren. Sie absorbieren Farbstoffe oder Metallsalze, die im Inneren der Beschichtung Farbe erzeugen. Anschließend werden die Poren versiegelt, wodurch die Farbe eingeschlossen wird und eine starke Schutzschicht entsteht.
Eloxalarten und ihr Einfluss auf die Farbe
Die industrielle Eloxierung lässt sich in drei Haupttypen unterteilen, von denen jeder seine eigenen Farb- und Leistungsmerkmale hat:
| Typ | Elektrolyt | Dicke | Farbpalette | Typische Verwendung |
| Typ I - Chromsäure | Chromsäure | ≤ 5 µm | Grau/Natur | Grundierung für Luft- und Raumfahrt |
| Typ II - Schwefelsäure | Schwefelsäure | 5-25 µm | Klare bis leuchtende Farben | Architektonische und Konsumgüter |
| Typ III - Hartanodisierung | Schwefelsäure (kalt) | 25-100 µm | Dunkelgrau bis schwarz | Mechanische und optische Teile |
- Typ I ergibt eine dünne und flexible Schicht, die sich gut zum Malen eignet, aber nur begrenzte Farbmöglichkeiten bietet.
- Typ II bietet eine gute Farbvielfalt und Korrosionsbeständigkeit, ideal für dekorative Oberflächen.
- Typ III bildet eine dicke, harte Schicht, die dem Verschleiß widersteht, aber helle Farben einschränkt, was oft zu dunklen oder matten Tönen führt.
Bei der Wahl des Eloxaltyps wägen die Ingenieure oft zwischen Farbtiefe und Oberflächenfestigkeit ab. Eine leuchtend rote Typ-II-Beschichtung sieht beispielsweise attraktiv aus, kann aber im Freien schneller verblassen als eine dunkle schwarze Typ-III-Beschichtung.
Wie eloxiertes Aluminium seine Farbe erhält?
Die Farbe entsteht, nachdem sich die Oxidschicht entwickelt hat. Die Poren in der Schicht steuern, wie viel Farbstoff oder Metall eindringt, was Farbtiefe, Helligkeit und UV-Beständigkeit beeinflusst.
Farbstoffabsorption und elektrolytische Färbung
Es gibt im Wesentlichen zwei Möglichkeiten, eloxiertes Aluminium einzufärben:
Farbstoff-Absorption (Ein-Schritt):
Das anodisierte Teil wird in ein Farbbad getaucht. Der Farbstoff dringt in die offenen Poren ein. Nach dem Versiegeln wird die Farbe Teil des Metalls.
Vorteile: Große Auswahl an lebendigen Farben, niedrige Kosten.
Beschränkungen: Begrenzte UV-Beständigkeit - am besten für Innenräume oder Verbraucher geeignet.
Elektrolytische Färbung (zweistufig):
Das Teil wird in ein Metallsalzbad (Zinn, Nickel oder Kobalt) gelegt. Durch den Strom lagern sich diese Metalle am Boden der Poren ab, wodurch Metalltöne wie Bronze oder Schwarz entstehen.
Vorteile: Ausgezeichnete Außen- und UV-Beständigkeit.
Beschränkungen: Geringere Farbauswahl und höhere Kosten.
Faktoren, die die endgültige Farbe beeinflussen
Die Farbkonsistenz hängt von einer strengen Prozesskontrolle ab.
| Faktor | Wirkung auf die Farbe |
| Zusammensetzung der Legierung | Silizium- oder kupferhaltige Legierungen erzeugen dunklere Farben. Reines Aluminium ergibt helle, klare Töne. |
| Oxidschichtdicke | Dickere Schichten halten mehr Farbstoff und erzeugen tiefere Farbtöne. 10 µm ≈ heller Ton, 20 µm ≈ tiefer Ton. |
| Badtemperatur / Stromdichte | Beeinflussen die Porengröße und die Farbstoffaufnahme. Bester Bereich: 18-22 °C und 1,3-1,8 A/dm². |
| Qualität der Versiegelung | Eine schlechte Versiegelung verursacht Verblassen oder Flecken. Eine gute Versiegelung verbessert den Glanz und die Korrosionsbeständigkeit. |
Beispiel: Bei der Eloxierung von Bronze (20-µm-Schicht, elektrolytisches Verfahren auf Zinnbasis) kann eine ordnungsgemäße Versiegelung die Farbe für mehr als 10 Jahre im Freien stabil halten.
Gängige Farbfamilien und ihre Anwendungsfälle
- Klar/Natur: Hält die Metallstruktur sichtbar; wird für Präzisionsteile verwendet.
- Schwarz: Absorbiert Licht; ideal für optische und elektronische Teile.
- Bronze/Gold: Langlebig und UV-beständig; wird häufig für Gebäudeaußenwände und Beschläge verwendet.
- Blau / Rot / Grün: Beliebt bei Markenartikeln.
- Benutzerdefinierte Mischungen: Sie werden durch Mischen von Farbstoffen oder Kombinieren von Bädern hergestellt, um bestimmten Markenfarben zu entsprechen.
Die Farbkonsistenz entspricht oft ΔE ≤ 2 nach ASTM B244 oder ISO 7599, so dass die Farbtöne in allen Chargen ähnlich sind.
Design und Prozessintegration
Um einheitliche Ergebnisse zu erzielen, sollten Konstrukteure und Ingenieure bereits in der Konstruktionsphase Details zur Eloxierung angeben. Geben Sie die Legierung (z. B. 6061 oder 5052), die Oxidstärke, die Farbe und die Versiegelungsmethode in technischen Zeichnungen oder Ausschreibungen an. Auf diese Weise können Sie vermeiden, dass die Oberflächen der verschiedenen Lieferanten oder Produktionsläufe nicht übereinstimmen.
Design Insight: Anstatt "schwarz eloxiert" zu schreiben, sagen Sie "Typ II Eloxierung, 15 µm Dicke, schwarzer Farbstoff, ΔE ≤ 2 nach ISO 7599".
Beliebte Farben und ihre Anwendungen
Eloxiertes Aluminium verbindet optische Attraktivität mit technischer Stärke. In Branchen wie der Luft- und Raumfahrt, der Architektur und der Elektronik spiegelt die Farbwahl sowohl technische Ziele als auch Umweltanforderungen wider.
Industrielle und technische Verwendungszwecke
In der Industrie hat die Farbe oft eine praktische Funktion.
- Schwarz eloxiert: Dies ist die häufigste Oberfläche für optische und elektronische Systeme. Die matte Textur reduziert Reflexionen und Blendungen und trägt dazu bei, dass Sensoren präzise arbeiten. Schwarz eloxierte Gehäuse aus 6061-T6-Aluminium sind Standard bei Kamerahalterungen, Spektrometern und Lasergeräten.
- Klar oder natürlich eloxiert: Diese Oberfläche schützt vor Korrosion und erhält gleichzeitig das natürliche Aussehen des Metalls. Sie ist ideal für Teile, die elektrischen Kontakt oder enge Toleranzen benötigen, wie z. B. Halterungen für die Luft- und Raumfahrt, Steckverbinder für die Automobilindustrie und medizinische Geräte.
- Farbcodierte Komponenten: In der Produktion verwenden Fabriken oft helle Farben wie Blau, Rot oder Grün, um unterschiedliche Teilegrößen oder Funktionen zu kennzeichnen. Dies verbessert die Sichtbarkeit und verringert Montagefehler, was in der Großserienfertigung hilfreich ist.
Architektonische und Konsumgüter
In der Architektur und bei Konsumgütern drücken eloxierte Farben modernes Design und Haltbarkeit aus.
- Architektonische Anwendungen: Für Bauplatten, Fensterrahmen und Fassaden werden häufig Bronze-, Champagner- oder Goldtöne verwendet, die durch elektrolytische Färbung hergestellt werden. Diese Farbtöne sind selbst in Küstennähe oder bei hoher Luftfeuchtigkeit resistent gegen UV-Strahlen und Korrosion.
- Unterhaltungselektronik: Die Designer verwenden eloxierte Oberflächen, um Handwerkskunst und Präzision hervorzuheben.
Laptops, Smartphones und Audiogeräte sind häufig mit gebürsteten oder perlgestrahlten Aluminiumgehäusen in Silber, Schwarz oder Grau ausgestattet. - Sport- und Lifestyle-Produkte: Leuchtende Farben wie Blau, Rot und Grün sind bei Fahrrädern, Outdoor-Werkzeugen und Sportgeräten weit verbreitet. Die Oberfläche ist widerstandsfähig gegen Verblassen und Abnutzung und verleiht gleichzeitig Persönlichkeit und Markenidentität.
Branding und Personalisierung
Farbe unterstützt auch die Markenkonsistenz und den Wiedererkennungswert. Die Eloxierung ermöglicht die Anpassung an die Unternehmensfarben unter Beibehaltung der Oberflächenhärte und Metallstruktur. Im Gegensatz zu Farbe zeigen eloxierte Oberflächen die natürliche Maserung und verleihen ein raffiniertes metallisches Aussehen.
Um gleichbleibende Ergebnisse zu erzielen, verwenden die Qualitätsteams Spektralphotometer zur Messung der Farbunterschiede zwischen den einzelnen Chargen. Ein ΔE-Wert von 2 oder weniger stellt sicher, dass die Farben für das menschliche Auge identisch aussehen - besonders wichtig bei mehrteiligen Baugruppen oder Architekturplatten.
Einblick in das Design: Die Kombination von Eloxierung und Lasergravur ermöglicht dauerhafte Seriennummern oder Logos. Diese Methode ist verschleißfest und chemikalienbeständig und eignet sich ideal für die Nachverfolgung in der Luft- und Raumfahrt oder für hochwertige Marken.

Technische und leistungsbezogene Erwägungen
Die Wahl der Farbe beeinflusst die mechanische Festigkeit, die UV-Beständigkeit und das langfristige Aussehen. Das Wissen um diese Zusammenhänge hilft Ingenieuren, Design und Funktion in Einklang zu bringen.
Langlebigkeit und Korrosionsbeständigkeit
Eloxiertes Aluminium bildet eine starke Oxidschicht, die Oxidation, Salz und Verschleiß widersteht. Tests nach ASTM B117 zeigen, dass eloxierte Proben über 1.000 Stunden im Salznebel ohne Korrosion überstehen, während blankes Aluminium nach etwa 100 Stunden versagt.
Dunkle Lacke wie Schwarz oder Bronze können etwas weicher sein, weil die Farbstoffe in die Oberfläche einziehen. Trotzdem bleiben sie über HV 300, besonders wenn sie auf harteloxierte Oberflächen aufgetragen werden. Diese Oberflächen werden häufig bei Gehäusen für den Außenbereich und Automobilverkleidungen verwendet, bei denen sowohl Robustheit als auch Stil gefragt sind.
UV- und Wetterbeständigkeit
Organische Farbstoffe verblassen unter Sonnenlicht. Tests nach ISO 16474-2 zeigen, dass helles Rot und Blau nach 1.000 Stunden etwa 25-30% ihrer Farbe verlieren, während metallische Bronze über 90% behält. Für Teile im Außenbereich sind Metalliclacke mit Zinn- oder Kobaltionen besser geeignet, da sie UV-Licht reflektieren und nicht absorbieren.
Wenn helle Farbtöne im Freien überdauern müssen, verwenden die Ingenieure eine doppelte Versiegelung - eine Heißwasserversiegelung gefolgt von einer Nickel-Acetat-Versiegelung - um die Lebensdauer der Farbe zu verbessern.
Gleichmäßigkeit der Oberfläche und Farbkonsistenz
Eine einheitliche Farbe für viele Teile zu erhalten, ist eine Herausforderung. Häufige Probleme entstehen durch:
- Unterschiede bei den Legierungen zwischen Materialchargen.
- Ungleichmäßiger Stromfluss bei komplexen oder großen Teilen.
- Änderungen der Badtemperatur oder -chemie bei langen Produktionsläufen.
Um diese zu kontrollieren, verwenden die Veredler die statistische Prozesskontrolle (SPC), um den pH-Wert, die Leitfähigkeit und die Temperatur des Bades zu überwachen. Der Farbunterschied wird mit ΔE gemessen, wobei ΔE ≤ 3 für technische Teile akzeptabel und ΔE ≤ 2 für dekorative oder markenkritische Produkte erforderlich ist.
Verfahrenstipp: Geben Sie in Ihren Ausschreibungen den Legierungstyp (z. B. 6063-T5) und die Eloxalspezifikation (z. B. Typ II, 20 µm, ΔE ≤ 2 gemäß ISO 7599) an.
Umwelt- und Kostenfaktoren
Bei der Wahl einer Farbe für eloxiertes Aluminium geht es um mehr als nur das Aussehen. Die Auswirkungen auf die Umwelt, der Energieverbrauch und die Produktionskosten bestimmen die Entscheidung für eine moderne Oberflächenbehandlung.
Umweltfreundliche Eloxaloptionen
Beim traditionellen Eloxieren wurden Schwefel- oder Chromsäurelösungen verwendet. Diese erzeugen zwar starke Oxidschichten, aber auch säurehaltige Abfälle, die aufwändig behandelt werden müssen. Neuere Systeme verwenden nun sicherere Chemikalien und Recycling-Systeme, um Verschmutzung und Abfall zu reduzieren.
Zu den modernen Verbesserungen gehören:
- Organische Elektrolyte:
Bäder auf der Basis von Zitronen- oder Oxalsäure ersetzen Schwermetalle und erzeugen weniger schädliche Nebenprodukte. Diese sind einfacher zu behandeln und halten länger. In ISO 14001-zertifizierten Betrieben hat die Anodisierung mit Zitronensäure den Abfallsäureausstoß im Vergleich zu schwefelhaltigen Systemen um 70% reduziert. - Wasserrecycling im geschlossenen Kreislauf: Die Filtereinheiten gewinnen Aluminiumionen zurück und verwenden das Spülwasser wieder, wodurch der Wasserverbrauch um 60-80% gesenkt wird. Das spart Geld und reduziert die Umweltbelastung.
- Automatisierte chemische Kontrolle: Sensoren überwachen pH-Wert und Leitfähigkeit, um das chemische Gleichgewicht innerhalb von ±2% zu halten. Stabile Chemie verbessert die Farbkonsistenz und reduziert den Ausschuss durch ungleichmäßige Oxidation.
- Nicht-Chrom-Dichtung: Die Nickel-Acetat- oder Nano-Silica-Versiegelung gewährleistet eine hohe Korrosionsbeständigkeit, ohne sechswertiges Chrom freizusetzen. Diese Methoden erfüllen die RoHS-, REACH- und Umweltstandards der Luft- und Raumfahrt.
Energieeffizienz und Prozessoptimierung
Beim Eloxieren werden sowohl elektrische als auch thermische Energie verbraucht. Der durchschnittliche Verbrauch liegt bei 5-7 kWh pro m² Oberfläche, aber durch intelligente Prozessänderungen kann dieser Wert um 20% oder mehr reduziert werden.
Wege zum Energiesparen:
- Impulsstrom-Eloxieren: Wechselstromimpulse lassen das Oxid effizienter wachsen. Das senkt den Spannungsbedarf, spart Energie und verbessert die Gleichmäßigkeit der Beschichtung.
- Systeme zur Wärmerückgewinnung: Abwärme aus Spül- oder Versiegelungstanks erwärmt das einströmende Wasser und spart so bis zu 15% an Gesamtenergie.
- Intelligente Terminplanung: Die Gruppierung ähnlicher Teile und Farben reduziert die Tankreinigung und den Farbwechsel und spart Zeit und Chemikalien.
Ausgewogenheit von Kosten, Leistung und Erscheinungsbild
Die Farbe wirkt sich sowohl auf die Kosten als auch auf die Verarbeitungszeit aus. Helle oder metallische Oberflächen erfordern eine strengere Kontrolle und teurere Farbstoffe oder Metallsalzlösungen. Das Wissen um die Kostenverteilung hilft Ingenieuren bei der Auswahl von Oberflächen, die sowohl dem Budget als auch den Qualitätszielen entsprechen.
| Farbe Typ | Färbemethode | Relative Kosten | Langlebigkeit / UV-Beständigkeit | Typische Anwendung |
| Klar/Natur | Standard-Schwefel-Eloxal | ★ | Ausgezeichnet | Luft- und Raumfahrt, Maschinenteile |
| Schwarz / Dunkle Bronze | Bio-Farbstoff + Versiegelung | ★★ | Gut | Industrielle, optische Gehäuse |
| Hellrot / Blau | Organischer Farbstoff | ★★★ | Mäßig | Verbraucher, Sportgeräte |
| Champagner / Gold | Elektrolytisch (Zinn, Kobalt) | ★★★★ | Ausgezeichnet | Architektur, Dekoration |
| Benutzerdefinierte Metallics | Zweibad- oder Mischfarbstoffe | ★★★★★ | Variabel | Markenbildung, hochwertige Produkte |
Im Durchschnitt kostet die dekorative Eloxierung 20-40% mehr als Klarlacke, bietet aber eine längere Lebensdauer und weniger Reparaturen.
Technischer Tipp: Geben Sie bei der Bestellung sowohl das Aussehen als auch die Funktion an - zum Beispiel: "Typ II, 20 µm, Bronze, elektrolytisch, ΔE ≤ 2".
Schlussfolgerung
Eloxierte Aluminiumfarben vereinen Wissenschaft, Design und Stärke in einer Oberfläche. Die Farbe ist keine aufgetragene Beschichtung - sie wird in einem präzisen elektrochemischen Prozess in das Metall selbst eingebaut. Diese Struktur verleiht eloxierten Oberflächen eine außergewöhnliche Widerstandsfähigkeit gegen Korrosion, Ausbleichen und Abrieb und sorgt gleichzeitig für ein sauberes, metallisches Aussehen, das mit Farbe nicht erreicht werden kann.
Wenn Ihr Projekt ein Finish benötigt, das edel aussieht und lange hält, ist Eloxieren eine zuverlässige Wahl. Unser technisches Team bietet kundenspezifische Eloxier- und Veredelungsdienstleistungen an, damit Sie genau die Farbe, den Glanz und die Leistung erhalten, die Sie wünschen - und das mit zertifizierter Beständigkeit. Sprechen Sie mit uns über Ihre Anforderungen an die Eloxalfarbe und erhalten Sie technische Unterstützung von unseren Spezialisten..
FAQs
Was ist der Unterschied zwischen anodisiertem und lackiertem Aluminium?
Das Eloxieren verändert die Metalloberfläche selbst durch einen kontrollierten Oxidationsprozess, der eine harte Aluminiumoxidschicht (Al₂O₃) bildet. Bei der Lackierung oder Pulverbeschichtung wird dagegen eine äußere Schicht aufgebracht. Die Eloxalschicht ist etwa dreimal härter als das Grundaluminium und kann nicht abblättern oder reißen, wodurch sie sich besser für den Einsatz im Freien oder bei starker Beanspruchung eignet.
Warum variiert die Farbe zwischen den einzelnen Chargen?
Kleine Änderungen der Legierungszusammensetzung, der Badtemperatur oder des Elektrolytalters können die Porengröße und die Farbstoffabsorption beeinflussen. Professionelle Veredler verwenden Spektralphotometer zur Messung der Farbdifferenz (ΔE). Ein ΔE von 2 oder weniger stellt sicher, dass die Farben in allen Produktionsläufen identisch aussehen, was für architektonische oder Markenkomponenten entscheidend ist.
Welche Eloxalfarben halten im Freien am längsten?
Metallische Oberflächen wie Bronze, Champagner und Schwarz, die durch elektrolytische Färbung erzeugt werden, widerstehen dem Ausbleichen durch UV-Strahlung am besten. Organisch gefärbte Farben wie Rot oder Blau sehen lebendiger aus, können aber mit der Zeit verblassen, wenn sie nicht zweimal versiegelt werden - in der Regel mit heißem Wasser und anschließendem Nickel-Acetat.
Kann anodisiertes Aluminium wieder eingefärbt oder repariert werden?
Geringfügiger Oberflächenverschleiß kann oft gereinigt oder neu versiegelt werden. Um jedoch die Farbe zu ändern, muss das alte Oxid abgetragen und das Teil neu eloxiert werden. Da das Oxid ein fester Bestandteil des Metalls ist, sollte die Nacharbeit nur von qualifizierten Fachleuten für die Oberflächenbehandlung durchgeführt werden.
Wie wirkt sich die Wahl der Legierung auf das Aussehen der Farbe aus?
Hochreine Aluminiumlegierungen wie die Serien 1000, 5000 und 6000 ergeben eine glattere, gleichmäßigere Farbe. Silizium- oder kupferhaltige Legierungen - wie die Serien 2000 oder 7000 - werden nach dem Eloxieren oft dunkler oder zeigen sichtbare Kornkontraste.