Die Lasergravur auf Aluminium ist heute eine der effektivsten Methoden, um dauerhafte und präzise Markierungen anzubringen. Sie eignet sich sowohl für Industrie- als auch für Konsumgüter. Das Verfahren liefert ein sauberes, dauerhaftes Ergebnis, das sich perfekt für die Kennzeichnung, das Branding oder die individuelle Gestaltung eignet.
Das Verfahren nutzt moderne optische Technologie, um einen Laserstrahl auf die Aluminiumoberfläche zu fokussieren. So entstehen scharfe, dauerhafte Markierungen, die Hitze, Verschleiß und Korrosion widerstehen, ohne zu verblassen.
Für Ingenieure liegt der Hauptvorteil in der Rückverfolgbarkeit und Konsistenz. Jedes Teil kann mit einer eindeutigen, sicheren Kennung versehen werden, die auch unter rauen Bedingungen lesbar bleibt. Für Designer ermöglicht es kontrastreiche Muster und feine Details ohne zusätzliche Beschichtungen oder Materialien.
Was ist Lasergravur auf Aluminium?
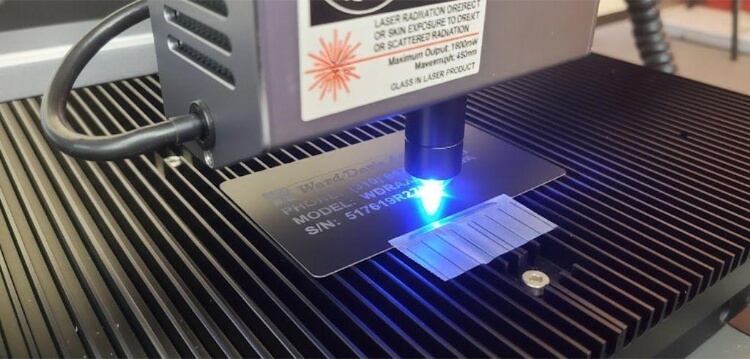
Die Lasergravur ist ein berührungsloses Verfahren, bei dem ein fokussierter Laserstrahl eine dünne Oberflächenschicht aus Aluminium entfernt oder verändert. Das Licht erhitzt das Metall auf über 2400 °C, wodurch es in Dampf verwandelt wird und eine präzise Markierung auf der Grundlage des digitalen Musters entsteht.
Bei diesem Verfahren wird keine Farbe oder Beschichtung hinzugefügt. Es verändert das Metall selbst und macht die Markierung zu einem Teil der Oberfläche. Da der Laserpunkt kleiner als 30 Mikrometer sein kann, lassen sich feine Barcodes, QR-Codes, Texte und Logos erzeugen. Anders als bei der mechanischen Gravur kommt kein Werkzeug mit der Oberfläche in Berührung, so dass es weder zu Verschleiß noch zu Verformungen kommt.
Warum Aluminium ideal für die Lasergravur ist?
Aluminium wird aus gutem Grund häufig in der Luft- und Raumfahrt, in der Elektronik und in medizinischen Produkten verwendet. Es ist leicht, stabil und korrosionsbeständig. Aufgrund dieser Eigenschaften eignet es sich auch hervorragend für die Lasergravur.
Seine gleichmäßige Struktur absorbiert die Energie gleichmäßig und sorgt für saubere und glatte Markierungen. Die natürliche Oxidschicht reagiert gut auf den Laser und erzeugt einen starken Kontrast zwischen den gravierten Bereichen und dem Untergrund.
Wenn Aluminium eloxiert ist, wird das Ergebnis noch besser. Die Oxidschicht, in der Regel 10-25 Mikrometer dick, absorbiert die Laserenergie effizient und erzeugt je nach Einstellung scharfe schwarze oder weiße Markierungen. Die Markierung bleibt gestochen scharf und weist nur eine geringe Wärmeverzerrung auf.
In rauen Umgebungen mit UV-Strahlung, Chemikalien oder Salzsprühnebel bleiben eloxierte Aluminiummarkierungen nach mehr als 500 Stunden ASTM B117-Test lesbar und übertreffen damit gedruckte oder chemisch geätzte Etiketten bei weitem.
Wie Lasergravur auf Aluminium funktioniert?
Wenn Ingenieure verstehen, was passiert, wenn Laserenergie auf Aluminium trifft, können sie Qualität und Kontrast kontrollieren. Hier erfahren Sie, wie sich die Wissenschaft hinter Licht und Wärme in dauerhafte Markierungen verwandelt.
Die Laser-Material-Wechselwirkung
Wenn der Laserstrahl auf Aluminium trifft, überträgt er Energie auf die Oberfläche. Die Hitze schmilzt und verdampft kleine Bereiche und bildet winzige Rillen oder Vertiefungen. Das freiliegende Metall oxidiert dann leicht, wodurch ein sichtbarer Kontrast entsteht.
Dieser Effekt wird durch Anpassung von Leistung, Pulsfrequenz und -dauer gesteuert. Faserlaser verwenden in der Regel Pulse zwischen 10 und 200 Nanosekunden, die eine ausreichende Tiefe bieten, ohne das Teil zu überhitzen.
Wichtige Prozessparameter und ihre Rolle
| Parameter | Funktion | Auswirkungen auf die Ergebnisse |
| Laserleistung (W) | Gesamte Energieleistung | Steuert Tiefe, Geschwindigkeit und Oxidationsfarbe |
| Scan-Geschwindigkeit (mm/s) | Geschwindigkeit der Strahlbewegung | Gleichgewicht zwischen Kontrast und Zykluszeit |
| Impulsfrequenz (kHz) | Anzahl von Impulsen pro Sekunde | Höher = glattere Markierungen, niedriger = tiefere Schnitte |
| Fokusversatz (mm) | Strahlenbrennpunkt | Beeinflusst die Markierungsschärfe |
| Luftunterstützung | Entfernt Ablagerungen | Hält die Oberfläche sauber und die Optik frei |
Diese Einstellungen wirken zusammen. Wird die Leistung erhöht, ohne die Frequenz zu ändern, kann die Oxidschicht zu stark schmelzen, was zu einer glänzenden, aber kontrastarmen Markierung führt. In den Fabriken speichern die Ingenieure optimierte Einstellungen in digitalen Bibliotheken, um Konsistenz zu gewährleisten und die Einrichtungszeit zu verkürzen.
Warum Prozesskontrolle die Produktzuverlässigkeit sichert?
In Branchen wie der Automobil- und Elektronikindustrie kann schon eine geringe Tiefenabweichung zu Fehlern beim Scannen von Barcodes führen. Ein Unterschied von nur 0,05 mm kann sich darauf auswirken, wie Sensoren Codes lesen.
Stabile Laserparameter dienen nicht nur der Optik - sie gewährleisten auch die Einhaltung der Rückverfolgbarkeitsnormen ISO 9001 und IATF 16949. Eine konsistente Kontrolle führt zu einer zuverlässigen automatischen Prüfung und Produktionsverfolgung.
Arten von Lasern für die Aluminiumgravur
Verschiedene Laser erzielen unterschiedliche Ergebnisse. Jede Wellenlänge interagiert auf ihre eigene Weise mit Aluminium und wirkt sich auf Kontrast, Geschwindigkeit und Oberflächengüte aus.
Faserlaser - Industrielle Präzision
Faserlaser emittieren Licht bei 1064 nm, das von Aluminium gut absorbiert wird. Sie erzeugen tiefe, kontrastreiche Gravuren mit minimaler Oberflächenbeschädigung.
Ohne bewegliche Spiegel oder Gassysteme sind Faserlaser nahezu wartungsfrei und können über 100.000 Stunden halten. Sie sind ideal für die Kennzeichnung von Teilen, Seriennummern und die Produktverfolgung.
Geeignet für: maschinell bearbeitete Teile, Armaturen für die Luft- und Raumfahrt, Elektronikgehäuse und Typenschilder für die Automobilindustrie.
CO₂-Laser - für beschichtetes oder eloxiertes Aluminium
CO₂-Laser arbeiten bei 10,6 µm, einer Wellenlänge, die blankes Aluminium reflektiert. Aber sie funktionieren sehr gut auf eloxierten oder beschichteten Oberflächen. Sie entfernen die oberste Schicht anstelle des Grundmetalls, wodurch ein scharfer Kontrast entsteht und die Oberfläche glatt bleibt.
Dadurch eignen sie sich hervorragend für dekorative Platten, Schilder und Beschriftungen, bei denen das Aussehen wichtiger ist als die Tiefe. Sie werden auch für Verbundwerkstoffe und laminierte Materialien mit Aluminiumträgern verwendet.
Tipp: CO₂-Laser sind sanft zu Oberflächen und ideal zum Markieren von Beschichtungen, ohne das darunter liegende Metall zu beschädigen.
Dioden- und MOPA-Laser - Feinsteuerung und Farbeffekte
Kompakte Diodenlaser (450-455 nm) werden in der Regel für eloxiertes oder beschichtetes Aluminium verwendet. Sie sind nicht so leistungsstark wie Faserlaser, eignen sich aber perfekt für kleine Designs, Prototypen und leichte Markierungen.
MOPA-Faserlaser (Master Oscillator Power Amplifier) ermöglichen eine präzise Steuerung von Pulsbreite und Frequenz. Durch die Feinabstimmung dieser Einstellungen können sie Farbeffekte wie Blau, Grau oder Gold auf eloxiertem Aluminium erzeugen - ganz ohne Farbe oder Farbstoff.
Oberflächenbedingungen und ihr Einfluss auf die Ergebnisse
Die Oberflächenstruktur und -beschichtung von Aluminium entscheidet darüber, wie effizient der Laser arbeitet. Erfahren Sie, wie Vorbereitung und Finish die Klarheit und Konsistenz der Gravur direkt beeinflussen.
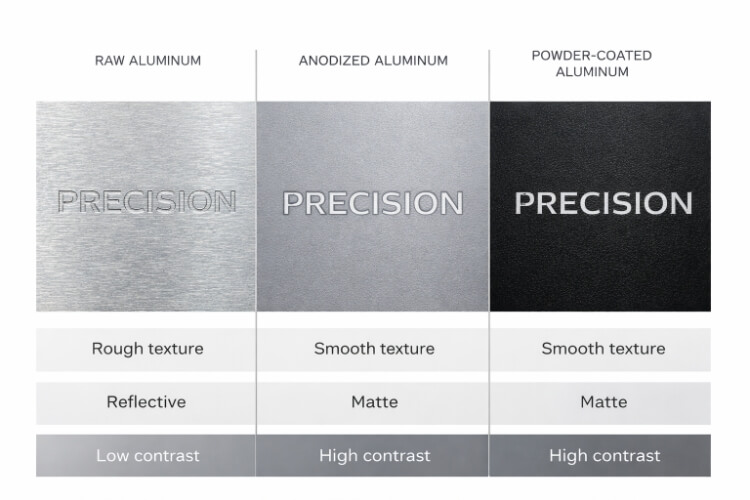
Roh-Aluminium
Blankes Aluminium reflektiert etwa 90% des Infrarot-Laserlichts. Dadurch ist die Gravurtiefe begrenzt, und es entstehen ungleichmäßige Farben. Eine Erhöhung der Leistung oder eine Verlangsamung der Scangeschwindigkeit kann Abhilfe schaffen, kann aber zum Schmelzen oder zur Bildung von Rückständen führen.
Eine bessere Methode ist die Oberflächenvorbereitung. Leichtes Sandstrahlen oder chemisches Ätzen verringert die Reflexion und ermöglicht eine gleichmäßige Absorption. Bei dünnen Teilen oder Gehäusen bieten Kurzpuls-Faserlaser (10-50 ns) eine ausreichende Tiefe, ohne Verzerrungen zu verursachen.
Technischer Tipp: Bei Rohaluminium, das in Baugruppen verwendet wird, sorgt eine flache Gravur (≤0,05 mm) für Ebenheit und bleibt unter Öl oder Beschichtungen sichtbar.
Eloxiertes Aluminium
Eloxiertes Aluminium liefert die beständigsten und attraktivsten Ergebnisse. Die Oxidschicht, die in der Regel 10-25 Mikrometer dick ist, absorbiert die Laserenergie effizient und ermöglicht eine feine Steuerung des Kontrasts.
Während der Gravur entfernt oder verändert der Laser einen Teil dieser Oxidschicht, wodurch Farbvariationen wie helles Weiß, dunkles Grau oder tiefes Schwarz entstehen. Durch Anpassen der Pulsfrequenz und Energiedichte werden Farbton und Schärfe verändert.
Da die Oxidschicht das Grundmetall schützt, bleibt die Korrosionsbeständigkeit intakt. Selbst nach langer Salzsprühnebel- oder UV-Belastung bleiben die Markierungen klar und lesbar.
Lackiertes und pulverbeschichtetes Aluminium
Auf lackierten oder pulverbeschichtetes AluminiumBei diesem Verfahren entfernt der Laser die Beschichtung und nicht das Metall. Das darunter freiliegende Aluminium bildet einen scharfen Farbkontrast mit der übrigen Oberfläche.
Da Pulverbeschichtungen dicker und hitzebeständiger sind, benötigen sie eine etwas höhere Leistung oder langsamere Scan-Geschwindigkeiten. Das Ziel ist es, gerade so viel Beschichtung zu verdampfen, dass das Metall freigelegt wird, ohne die Kanten zu verbrennen.
Polierte und spiegelnde Oberflächen
Poliertes Aluminium sieht elegant aus, ist aber schwer zu gravieren. Die spiegelnde Oberfläche reflektiert einen Großteil der Laserenergie, wodurch die Markierungseffizienz verringert und die Optik möglicherweise beschädigt wird.
Um dies zu vermeiden, sollten Sie vor dem Gravieren ein schwarzes Spray oder eine wasserlösliche Beschichtung auftragen. Er absorbiert die Energie gleichmäßig und kann anschließend abgewaschen werden, sodass klare und scharfe Spuren zurückbleiben.
Industrielle vs. kreative Anwendungen
Die Lasergravur dient sowohl Ingenieuren als auch Künstlern. Dieser Abschnitt zeigt, wie dieselbe Technologie die präzise Rückverfolgbarkeit in Fabriken und atemberaubende Designs in Studios ermöglicht.
Industrielle Kennzeichnung und Rückverfolgbarkeit
In der Industrie sorgt die Lasergravur für Rückverfolgbarkeit, Qualitätskontrolle und Compliance. Jedes Teil kann Seriennummern, QR-Codes oder Chargeninformationen tragen, die verschleißfest und chemikalienbeständig sind.
So kennzeichnen beispielsweise Automobil- und Luftfahrtzulieferer Aluminiumgehäuse oder Klammern als Teil ihres Qualitätsprozesses. Die Codes bleiben auch nach dem Eloxieren oder Beschichten lesbar.
Wenn sie mit MES- oder ERP-Systemen verbunden sind, können Lasermaschinen automatisch Seriennummern zuweisen und digitale Aufzeichnungen speichern, was menschliche Fehler reduziert und die Verfolgungsgenauigkeit verbessert.
Kundenspezifische und dekorative Anwendungen
Die Lasergravur ist auch bei Designern, Künstlern und kleinen Herstellern beliebt. Dank ihrer Fähigkeit, feine Details und dauerhafte Kontraste zu erzeugen, eignet sich die Lasergravur perfekt für Auszeichnungen, Beschilderungen, Branding-Schilder und individuelle Produkte.
Moderne Software unterstützt Vektorschattierungen, Graustufenverläufe und Textureffekte, so dass Graveure kreative Oberflächen ohne Farben oder Lacke gestalten können. Mit eloxiertem oder beschichtetem Aluminium lässt sich eine breite Palette von Oberflächen erzielen - von matt bis glänzend.
Prozessoptimierung und Parameterkontrolle
Die Feinabstimmung von Leistung, Geschwindigkeit und Fokus verwandelt gute Gravuren in makellose Gravuren. Hier erfahren Sie, wie kontrollierte Parameter für Zuverlässigkeit und Effizienz in der Produktion sorgen.
Gleichgewicht zwischen Leistung, Geschwindigkeit und Frequenz
Die Leistung bestimmt, wie viel Energie aufgebracht wird, während die Geschwindigkeit die Belichtungszeit steuert. Die Frequenz bestimmt, wie glatt oder strukturiert die Oberfläche erscheint.
- Für tiefe Spuren (industrielle Anwendung), hohe Leistung (60-100 W), niedrige Frequenz (20-40 kHz) und mäßige Geschwindigkeit (300-600 mm/s) verwenden.
- Für feine Texte oder BilderSie verwenden eine geringere Leistung (30-50 W), eine höhere Frequenz (60-100 kHz) und eine höhere Geschwindigkeit (800-1200 mm/s).
Zu viel Hitze führt zu Oxidablagerungen oder Verfärbungen, während zu wenig Energie zu schwachen Markierungen führt.
Umgang mit Wärme und Wärmediffusion
Aluminium leitet Wärme sehr effizient (~237 W/m-K), daher ist die Temperaturkontrolle entscheidend. Wird die Temperatur nicht kontrolliert, kann sie bei dünnen Teilen zu Verformungen oder Farbveränderungen führen.
Die Verwendung von Kurzpulslasern oder Burst-Modi verringert die Wärmeausbreitung. Die Kühlung mit Druckluft oder Stickstoff trägt ebenfalls dazu bei, die Oberfläche sauber zu halten und Oxidation zu verhindern.
Präzisionsfokus und Strahlüberlappung
Genaue Fokussierung maximiert die Energiedichte und die Kantenschärfe. Die meisten Faserlaser benötigen eine Fokussiergenauigkeit von ±0,1 mm. Jede Abweichung kann zu ungleichmäßiger Tiefe oder unscharfen Linien führen.
Die Überlappung der Strahlen bestimmt die Oberflächenbeschaffenheit. Bei industriellen Markierungen sorgt die Überlappung 70-80% für glatte, gleichmäßige Schattierungen. Bei dekorativen Arbeiten sorgt die Überlappung 60-65% für ein strukturiertes Aussehen mit mehr visueller Tiefe.

Vergleich der Lasergravur mit anderen Markierungsmethoden
Die Lasergravur hat mechanische, chemische und gedruckte Markierungstechniken für Aluminiumkomponenten weitgehend ersetzt. Die folgende Tabelle fasst die Gründe dafür zusammen:
| Methode | Dauerhaftigkeit | Präzision | Wartung | Auswirkungen auf die Umwelt | Gemeinsame Nutzung |
| Laser-Gravur | Dauerhaft | ±0,02 mm | Niedrig | Sauber (keine Chemikalien) | Industrielle ID, Branding |
| Mechanische Gravur | Dauerhaft | ±0,05 mm | Werkzeugverschleiß | Lärm, Chips | Tiefe serielle Tags |
| Chemisches Ätzen | Semi-permanent | ±0,03 mm | Mäßig | Abfallsäuren | Dekorative Veredelungen |
| Druck / Beschriftung | Vorübergehend | ±0,05 mm | Hoch | Verbrauchsmaterial | Kurzfristige Kennzeichnung |
Vorteile des Lasers:
- Keine Verbrauchsmaterialien → geringere Betriebskosten.
- Berührungslos → kein Werkzeugverschleiß oder Teileverformung.
- Digitale Steuerung → schnelleres Umrüsten und hohe Anpassungsfähigkeit.
- Umweltfreundlich → eliminiert chemische Abfälle und Lösungsmitteldämpfe.
Häufige Fehler und Fehlerbehebung
Selbst gut kalibrierte Lasersysteme können uneinheitliche Ergebnisse liefern, wenn Details der Einrichtung oder der Umgebung übersehen werden. Wenn diese Probleme frühzeitig erkannt werden, kann die Qualität stabil gehalten und der Ausschuss reduziert werden.
Überwältigende oder falsche Fokussierung
Zu viel Energie oder eine schlechte Fokusausrichtung führen häufig zu optischen Mängeln. Wenn die Energiedichte zu hoch ist, schmilzt die Oberfläche, anstatt zu verdampfen, was zu unscharfen Kanten, glänzenden Kratern oder dunklen Halos führt.
Wenn der Kontrast nach längerem Gebrauch abnimmt, untersuchen Sie das Objektiv auf Staub oder Rückstände. Selbst eine dünne Schicht kann das Licht streuen und den Fokus um mehr als 0,1 mm verschieben. Reinigen Sie die Optik regelmäßig und kalibrieren Sie die Z-Achse neu, damit der Strahl immer richtig fokussiert ist.
Tipp zur Fehlersuche: Führen Sie vor der Produktion einen kurzen "Power Ladder Test" in 10-20%-Schritten durch, um die Einstellung zu finden, die den schärfsten und saubersten Kontrast ergibt.
Schlechte Oberflächenvorbereitung
Staub, Öl oder Oxidation auf Aluminiumoberflächen können den Lichtstrahl blockieren oder streuen, was zu einer ungleichmäßigen Tiefe und ungleichmäßigen Farbtönen führt. Wischen Sie sie vor dem Gravieren immer mit Isopropylalkohol ab.
Bei hochglanzpolierten oder stark reflektierenden Materialien sollten Sie eine vorübergehende matte Beschichtung oder schwarzes Spray auftragen, um die Laserenergie gleichmäßig zu absorbieren. Die Beschichtung kann nach der Beschriftung abgespült werden, ohne dass die Oberfläche beeinträchtigt wird.
Warum das wichtig ist: Eine schlechte Vorbereitung verringert nicht nur den Gravurkontrast, sondern verkürzt auch die Lebensdauer des Objektivs, da die Wärme zurück in die Optik reflektiert wird.
Unzureichende Kühlung oder Rauchgasreinigung
Die hohe Wärmeleitfähigkeit von Aluminium führt zu einer schnellen Wärmeausbreitung, und eingeschlossene Dämpfe können die gravierte Zone verfärben. Ohne geeignete Luftunterstützung oder Absaugung lagern sich feine Oxide erneut ab und hinterlassen graue Schatten.
Halten Sie während des Gravierens einen gleichmäßigen Luftstrom von 20-30 l/min über der Oberfläche aufrecht. Verwenden Sie bei geschlossenen Systemen eine gefilterte Absaugung mit HEPA- und Aktivkohlestufen, um mikroskopisch kleinen Aluminiumstaub zu entfernen.
Tipp: Wenn eine Verfärbung auftritt, verkürzen Sie die Pulsdauer oder legen Sie Pausen zwischen den Durchgängen ein, um die Oberfläche natürlich abkühlen zu lassen.
Schlussfolgerung
Die Lasergravur auf Aluminium bietet ein ausgewogenes Verhältnis von Genauigkeit, Haltbarkeit und Effizienz. Sie hat sich zu einer zuverlässigen Fertigungsmethode für Rückverfolgbarkeit, Produktidentität und langfristige Leistung entwickelt.
Durch das Verständnis des Zusammenspiels von Materialtyp, Oberflächenbeschaffenheit und Lasereinstellungen können Ingenieure klare und dauerhafte Markierungen erzeugen, die Hitze, Verschleiß und Korrosion widerstehen.
Wenn Ihre Aluminiumteile eine dauerhafte Kennzeichnung oder ein hochwertiges Branding benötigen, beginnen Sie mit einem Parametertest. Bestimmen Sie die Legierung und den Oberflächentyp und passen Sie dann Laserleistung, Frequenz und Fokus an, um den besten Kontrast zu erzielen.
Möchten Sie Ihre Aluminiumteile mit dauerhafter Genauigkeit kennzeichnen? Unser Team bietet Lasergravur-Dienstleistungen für industrielle und gewerbliche Anforderungen - von dauerhaften Seriencodes bis hin zu feinem Oberflächenbranding. Senden Sie uns noch heute Ihre Zeichnungen oder Projektdetails. Unsere Ingenieure werden Sie Schritt für Schritt anleiten und Ihnen die beste Lasereinstellung für Ihre Teile empfehlen.